Téléchargez le logiciel IDE Arduino
- Installez Le logiciel Arduino
- Installez la librairie U8glib :
- Croquis > Inclure une bibliothèque > Gérer les bibliothèques, dans la case recherche tapez « U8glib » et installez la.
- Fermez le logiciel Arduino
Téléchargez Le firmware Marlin adapté à la configuration de votre I3-R:
- Vis trapézoïdales de 8mm, poulies 16 dents, driver A4988
- Vis trapézoïdales de 8mm, poulies 16 dents, driver DRV8825
- Vis trapézoïdales de 1mm, poulies 16 dents, driver A4988
- Vis trapézoïdales de 1mm, poulies 16 dents, driver DRV8825
Ensuite,
- Dézippez le et ouvrez le en cliquant sur Marlin-I3R-FR-Xmm-XX > Marlin-I3-R > Marlin > Marlin.ino
- Branchez la Ramps 1.4 à un port USB de votre ordinateur, soit il reconnait la carte et installe le pilote, soit vous devrez chercher le driver correspondant à votre carte, en effet, la puce faisant la passerelle entre l’USB et la communication série varie d’un fabricant de carte à un autre, il faut donc trouver le driver adéquat.
- Une fois le driver installé, dans le logiciel Arduino, allez dans Outils > type de carte et sélectionnez « Mega 2560 »
- Ensuite Outils > Port, et sélectionnez le port de votre carte.
- Téléversez le firmware en cliquant sur
 . Ceci peut prendre un peu de temps.
. Ceci peut prendre un peu de temps.
Note: Le firmware est prévu pour une certaine configuration : Moteurs 1.8°, poulies 16 dents, vis trapézoïdales au pas de 1mm et microsteps réglés en 1/16ème de pas. Si votre configuration diffère, vous devrez modifier les valeurs à la ligne « #define DEFAULT_AXIS_STEPS_PER_UNIT » dans l’onglet Configuration.h . Pour vous aider, vous pouvez utiliser cet outil de calcul.
Maintenant nous allons télécharger le logiciel Repetier Host et le fichier de configuration de base pour la I3-R.
- Installez Repetier Host
- Ouvrez le et allez à droite à l’onglet « trancheur », on vérifie que « Slic3r » est sélectionné et on clique sur « configuration »
- La fenêtre de Slic3r s’est ouverte, cliquez sur « File » puis « Load Config Bundle » et pointez vers le fichier de configuration que vous avez dézippé.
- On ferme la fenêtre Slic3r et dans Repetier, on va dans Configuration > Réglage imprimante, on sélectionne le bon port COM puis « Appliquer ».
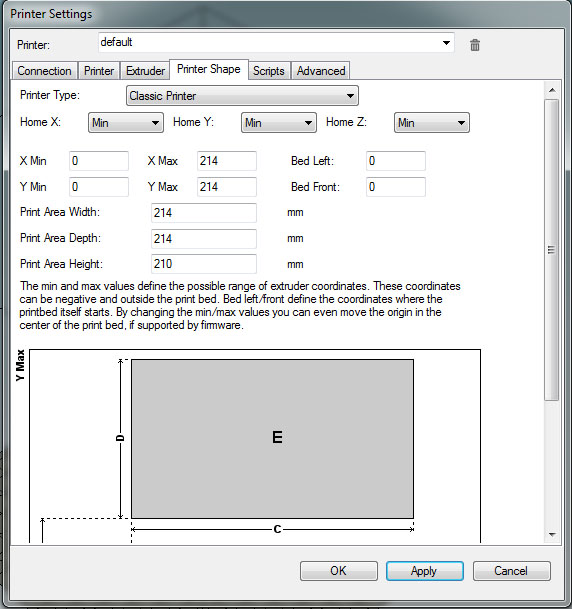
- Toujours dans la fenêtre « Paramètres imprimantes, allez à l’onglet « Format Imprimante » et remplissez comme ceci, puis OK
- On clique sur l’icône « Connecter » à gauche, ça doit passer en vert.
Nous allons maintenant faire bouger les axes de notre imprimante 3D ! Pour cela, onglet « Contrôle manuel » Mais avant tout, placez manuellement chaque axe en milieu de course.
- vous avez 3 ensembles de boutons, celui de gauche contrôle X et Y, celui du milieu Z, et celui de droite l’extrudeur.
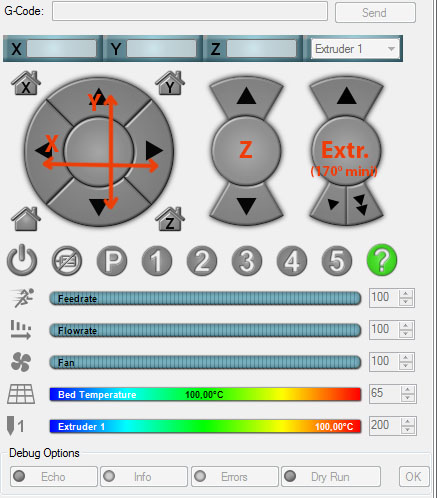
- Quand vous cliquez vers le bas sur l’ensemble de bouton de gauche, le plateau (Y) doit partir vers l’arrière de la valeur en mm que vous aurez cliqué et inversement.
- Quand vous cliquez vers la droite, l’extrudeur (X) doit partir à droite de la valeur en mm que vous aurez cliqué.
- Pareil avec Z sur l’ensemble de bouton du milieu
- Et pareil pour l’extrudeur, mais il ne fonctionne pas tant que la buse d’impression n’a pas atteint 170°.
- Testez aussi le ventilateur d’impression en cliquant sur l’icône du ventilateur un peu plus bas, pareil pour la tête chauffante et le lit chauffant
Note: Si un des moteurs ne tourne pas dans le bon sens, il suffit de retourner sa prise à 180° sur la Ramps 1.4
Maintenant que nous avons tout testé, il reste un dernier détail à régler avant de pouvoir cracher du plastique… le réglage de la hauteur du capteur inductif ! C’est un peu fastidieux, mais après on y touchera plus avant un moment !
- Mettez manuellement la buse en butée sur le plateau
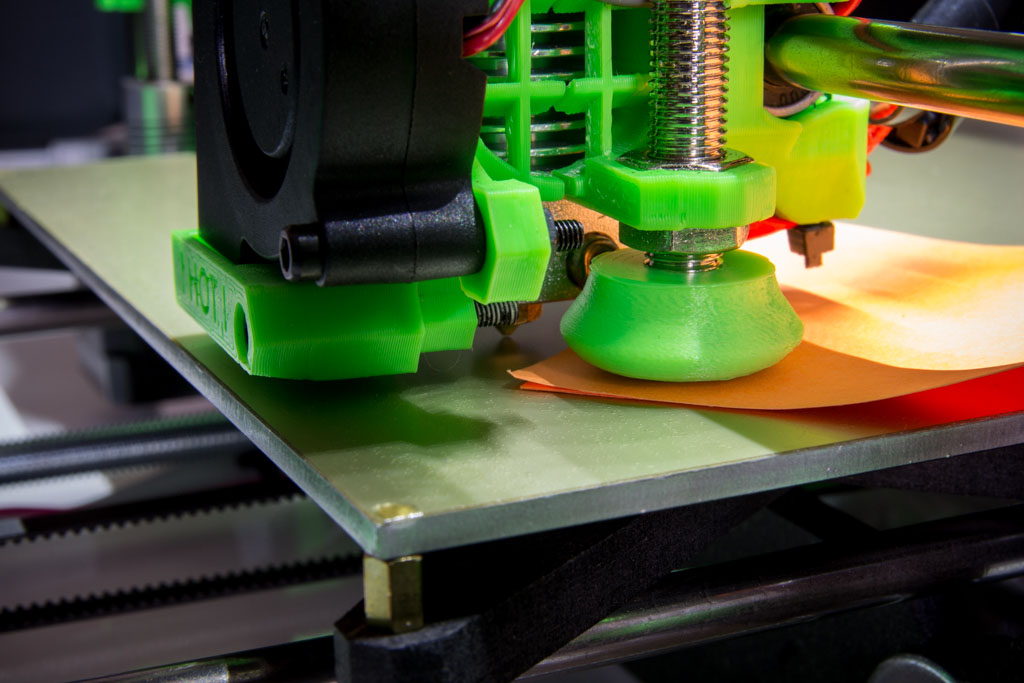
- faites tourner le capteur dans son pas de vis et mettez le en butée sur l’épaisseur de 3 feuilles de papier posées sur le plateau ( l’équivalent de 3/10eme de mm)
- On serre un peu les écrous
Note: Ce type de capteur n’a vraiment pas une grande portée de détection, le moindre demi millimètre de gagné est bon à prendre, sur les miennes, j’ai limé l’extrémité en plastique jusqu’à voir apparaitre le métal en transparence !
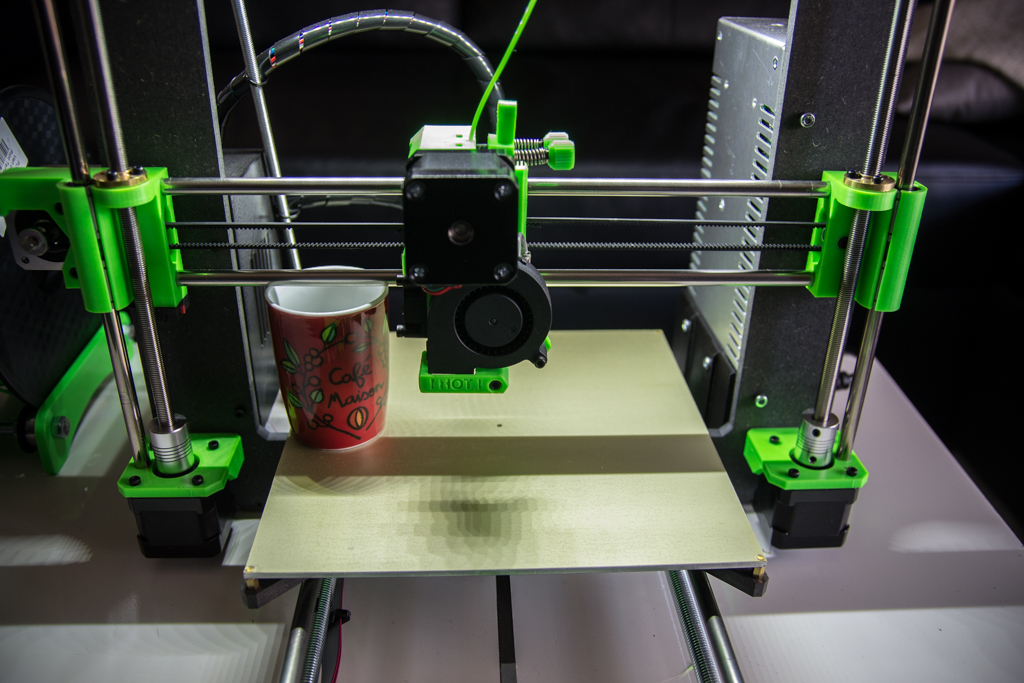
Pour que l’axe X soit parallèle au plateau d’impression, je procède comme suit:
- Je mets un objet sur le coté du plateau et je descends manuellement l’ensemble en tournant les vis trapézoïdales jusqu’à venir à fleur.
- quand c’est à fleur d’un coté, je fais pareil de l’autre coté
- et je remets mon objet des deux coté pour vérifier et fignoler
On va tester pour la première fois nos 3 capteurs de butée, pour cela cliquer sur le bouton Home en forme de maison toujours dans l’onglet « contrôle manuel » de Repetier. Conseil: garder le doigt sur le bouton d’arrêt d’urgence à côté de la molette du LCD des fois qu’un capteur soit mal branché ou que le capteur inductif soit trop haut par rapport à la buse !
Tout s’est bien passé ? Il est enfin temps de faire notre premier test d’impression !
- Pour insérer le filament, enlevez les vis avec les ressorts de l’extrudeur
- On ouvre le rabat
- On coupe le bout du filament en biseau
- On passe le filament par le trou tout en haut de l’extrudeur
- On le fait passer devant la roue crantée jusque dans le tube en téflon
- On le pousse jusqu’en butée
- On remet les vis avec les ressorts
La machine est prête !.. Il reste un dernier détail… Notre fichier à imprimer !
- Télécharger un fichier .stl, par exemple un pack de fichiers de calibration
- On dézippe et on ouvre le fichier voulu avec Repetier
- On peut changer la disposition de la pièce sur le plateau (optionnel)
- Puis on passe à l’onglet « Trancheur »
- On sélectionne le preset PLA ou ABS, Réglages impression « normal speed », Réglage imprimante « my settings ».
- On clique sur « trancher » et on atterit automatiquement sur l’onglet « pré visualiser impression »
- Maintenant on est prêt à lancer l’impression, on a deux solutions, soit vous le faites avec l’imprimante branchée à l’ordinateur en cliquant direct sur « Imprimer » dans l’onglet « Pré visualiser impression » Soit vous cliquez sur « Sauvegarder » pour enregistrer votre fichier .gcode que vous pouvez mettre sur une carte SD que vous insérez sur le coté gauche du LCD et vous lancez l’impression à partir du LCD, du coup vous n’avez pas besoin d’être connecté à l’ordinateur 🙂
Voici comment doit se dérouler l’initialisation :
- Le plateau monte en température.
- Une fois la bonne température atteinte, les 3 axes viennent en butée.
- Le capteur à induction vient palper 9 points sur le plateau pour connaitre sa « topographie » en même temps que la tête se met à chauffer.
- L’impression démarre.
Note: Dès le premier dépot de matière sur le plateau, vérifiez que le dépot ne soit ni trop écrasé, ni pas assez, si c’est le cas, annulez de suite l’impression, si c’est trop écrasé, il faut descendre un peu le capteur inductif, si c’est pas assez écrasé, il faut remonter un peu le capteur.
Note2: Les températures préréglées dans le fichier de config que je vous ai donné sont parfaites pour moi, mais le réglage peut varier en fonction des marques de filaments et des sondes de températures.
Voilà ! On a fini ! Si vous rencontrez des difficultés ou si vous avez besoin de faire des réglages plus poussés, n’hésitez pas à poser vos questions sur le forum 🙂
Pour toutes autres questions non techniques, vous pouvez me contacter à romaker@makerfr.com
Bonsoir et bravo pour votre travail je suis vraiement interessé de faire cette machine étant utilisateur d’une dagoma je souhaite m’équiper d’une deuxième machine.
La votre serai elle compatible mac je n’utilise que cette plateforme et ne souhaite pas utiliser de pc meme via boot camp
Si oui merci de me le préciser et je ne manquerai pas des le mois prochain de faire l’achat des pièces imprimés de votre i3-R
Bien à vous
Merci pour les encouragements ! Pour faire tourner cette imprimante 3D, on a besoin de Repetier host et de Arduino, qui sont tous les deux dispos en version Mac 😉
bonjour
bravo pour l’imprimant.
je suis novice et donc elle m’intéresse beaucoup, mais je n’ai jamais utiliser de logiciel de modalisation 3d. quel logiciel utiliser vous avec l’imprimante ?
bien a vous
Bonjour !
On a pas besoin directement de logiciel de modélisation 3D pour imprimer en 3D, ça c’est seulement si l’on veut créer ses propres pièces.
Pour imprimer des fichiers STL que l’on peut trouver tous faits sur http://www.thingiverse.com par exemple, on a juste besoin d’un logiciel « trancheur » et tout est expliqué sur cette page !
merci pour les infos, et si l’on veut créer ses propres pieces, quel logiciel me conseillez vous sachant que je suis debutant dans ce domaine.
bien a vous
Pour créer ses propres pièces j’utilise Solidworks, mais il n’est pas gratuit, Pour se faire la main gratuitement je recommande Google Sketchup !
Bonjour J ai commencé les prints des différentes pièces et j ai vu sur la carte qu’à côté du connecteur du moteur de l extrudeur un autre était libre.
Est il envisageable d’y mettre le moteur d un second moteur d extrudeur avec une chauffe commune ?
Cordialement
Oui bien sûr, pour faire une imprimante bicolore avec une tête cyclops par exemple, il faut aussi modifier des paramètres dans Marlin pour activer le deuxième extrudeur et utiliser un logiciel de génération G-code pour la double extrusion.
Je vais pas tarder à m’y pencher pour proposer de fabriquer une I3-R bicolore 😉
bonsoir à tous
ma I3 est fini et tout fonctionne, sauf que les dimensions des pièces sont x 2…..
je suppose que cela doit venir des moteurs pas a pas mais étant vraiment novice je patine dans la semoule d autant que pour le z les vis que l’on m’a expédié ne correspondent pas trop j ai 2mm parcouru pour un tour ………
si quelqu’un peux m expliquer les modifications a effectuer pour que tout rentre dans l’ordre.
merci
Bonsoir,
Ouvre le firmware sous arduino, onglet config.h, cherche la ligne « #define DEFAULT_AXIS_STEPS_PER_UNIT » la valeur de l’axe Z est la 3ème, remplace cette valeur par 1600 (pour des vis trapézoidales au pas de 2mm par tour avec un driver en 1/16eme de pas.)
Pour d’autres questions technique, merci d’utiliser le forum 😉
Romain
bonjour y t’il un réglage de configuration dans merlin a faire si l’on utilise un extrudeur avec une buse de 0.2 au lieu de 0.4
et une autre question peut on utiliser cura au lieu de repetier
merci et bravo pour votre projet
Bonjour,
Il n’y a rien à modifier dans Marlin, la taille de la buse se règle dans les paramètres de l’extrudeur dans le logiciel trancheur (slic3r, cura,…)
Oui bien sûr on peut utiliser Cura
Bonne journée
et bien merci et c’est parti pour la fabrication
Bonjour,
Dans repetier, lorsque je tape la commande gcode M105 pour avoir la température de l’extrudeur et du plateau, l’imprimante renvoie :
10:48:01.507 : echo:N492 M105*40
10:48:01.508 : ok T:24.2 /0.0 @:0
Ici il n’y a que la température de l’extrudeur. J’ai débranché le capteur de l’extrudeur pour le mettre à la place du capteur du plateau et inversement et l’imprimante renvoie :
10:52:30.574 : echo:N581 M105*43
10:52:30.575 : ok T:23.2 /0.0 @:0
J’en conclue que :
– mes capteurs de température (extrudeur et plateau) fonctionnent
– que l’imprimante ne lit pas la température sur le plateau
Est ce que quelqu’un a déjà eu ce problème et aurait une idée pour le résoudre ?
Merci pour votre aide !
Fabrice
Bonjour,
Non, jamais vu cette erreur, le mieux est de poser cette question sur le forum pour avoir plus de réponses !
Bonjour,
merci pour tout ce travail.
Je n’ai encore jamais eu d’imprimante 3D je cherche à acheter une originale mais le délais de 7 semaines me rebute. De plus quand je vois le tarif auquel on peut l’avoir grâce à tes explications…
Peut t’on utiliser la même suite logiciel que l’originale ?
Bonjour,
Quels sont les logiciels de l’originale que vous aimeriez utiliser ?
Bonjour où trouvez le bon driver pour la ramps si elle n’est pas reconnue merci
Bonjour !
En fait tout dépend du modèle de puce qui fait la liaison entre l’USB et la communication série de l’arduino, il en existe plusieurs types et j’ai toujours trouvé mon bonheur en cherchant dans google « driver arduino mega chinoise »
Romain
Bonsoir
J’ai trouvé le bon Driver pour ma carte, (CH 340G), j’ai réussi à connecter, mais j’ai un message d’erreur fatale: « Temp MAx », et il me faut faire un reset…j’ai bien vu un bouton de reset sur la carte rouge, je l’ai actionné, mais rien n’y fait….?
Bonsoir Jean Luc,
Ce message d’erreur veut dire qu’une sonde de température est mal branchée, ou faux contact ou sonde défectueuse
romain
Bonjour
Merci de ta réponse. Effectivement, c’est la sonde de l’extrudeur (montée d’origine) qui est visiblement défectueuse ou mal montée. je vais vérifier ça et éventuellement la remplacer en espérant que celles du lit chauffant ont les mêmes caractéristiques….
After the program is recorded, the program display is still lit but there is no data on the display.
For technical question, please use the forum board
Bonjour j’ai décidé de faire une 2nd imprimante avec des reste de pièce et voilà c fait . Mon problème et le home z .en effet home x Ok
Home y Ok
La commande manuel Z – Ok sa descent dans le bon sens .
Par contre quand je fait un home général le x et y ok le z lui monte et s’arrête.
Une idée ?
Bonjour,
C’est dû à un mauvais câblage ou le mauvais capteur à induction, car là c’est ce qu’il se passe lorsque la machine capte le signal du capteur Z en permanence, alors qu’il devrait le capter seulement près du bed
OK merci j’ai reçu un nouveau et ça marche nickel par contre il détecte pas toute les matières snif .
peut ton dans le firmware définir normalement ouvert ou normalement fermer en inversant true /false sur des lingne de commande ? car l’autre et quand même mieux il fait toute les matières.
quel sont les code au démarrage et de fin utiliser dans le slicer car le M211/M114/M500 n’est pas pris en compte ?
moi je voulais mettre sa
G28 ;Home
G1 Z15.0 F6000 ;Move the platform down 15mm
;Prime the extruder
G92 E0
G1 F200 E3
G92 E0 ;zero the extruded length
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y160.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y160.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;zero the extruded length again
G1 F4200
M117 Printing…
; — end of START GCODE —
; — END GCODE —
M104 S0 ;turn off nozzle heater
M140 S0 ;turn off bed heater
G91 ;set to relative positioning
G1 E-10 F300 ;retract the filament slightly
G90 ;set to absolute positioning
G28 X0 ;move to the X-axis origin (Home)
G0 Y280 F600 ;bring the bed to the front for easy print removal
M84 ;turn off stepper motors
; — end of END GCODE —
merci j’ai fait plein de visière déjà avec pour le covid-19.
Oui on peut inverser la logique dans le firmware !
pour le start G-code:
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28
G29
End Gcode:
G28 X0 ; home X axis
M104 S0 ; turn off temperature
M140 S0 ; eteindre lit chauffant
M84 ; disable motors
Bonjour,
Je suis en train de me faire une imprimante 3D perso. J’ai repris les grandes lignes le la I3R.
J’ai installé Marlin 1.1.8 avec toutes les caractéristiques propres a mon imprimante.
J’ai installé un lit chauffant 220V 750W. Je l’ai branché avec un SSR (3-32V CC-CA) (24V-380V 40A SSR-40 DA).
Je n’arrive pas à le paramétrer dans Configuration.h
Comment faire ??
Merci de ta réponse
Bonjour Bernard,
L’emplacement de cette question serait plus approprié sur le forum 😉
Bonne soirée
Romain