Réglage des drivers
Les drivers doivent être réglés pour notre machine grâce aux petits leviers sur le côté, je ne vais volontairement pas vous donner la combinaison exacte pour votre config car cela dépend du type de driver, et même du fabriquant, ainsi que de l’ampérage de vos moteurs, nous allons donc apprendre à utiliser le tableau imprimé sur la coque où se trouve 2 ou 3 catégories:
- L’ampérage du moteur : Doit être réglé en fonction de l’ampérage indiqué sur la fiche technique du moteur.
- Half current: Ne se trouve pas sur tous les drivers, cela sert à diviser le courant par 2 lorsque le moteur est à l’arrêt.
- Le nombre d’impulsions nécessaires pour faire une révolution. (Sur un moteur pas à pas 1.8°)
Dans mon exemple, je dispose d’un moteur 2.8A , et je veux régler mon driver en 1/4 de step(800 pulse/rev), et comme ici l’option est présente, je veux diviser le courant par 2 quand mes moteurs sont à l’arrêt, voici donc les lignes qui nous intéressent:
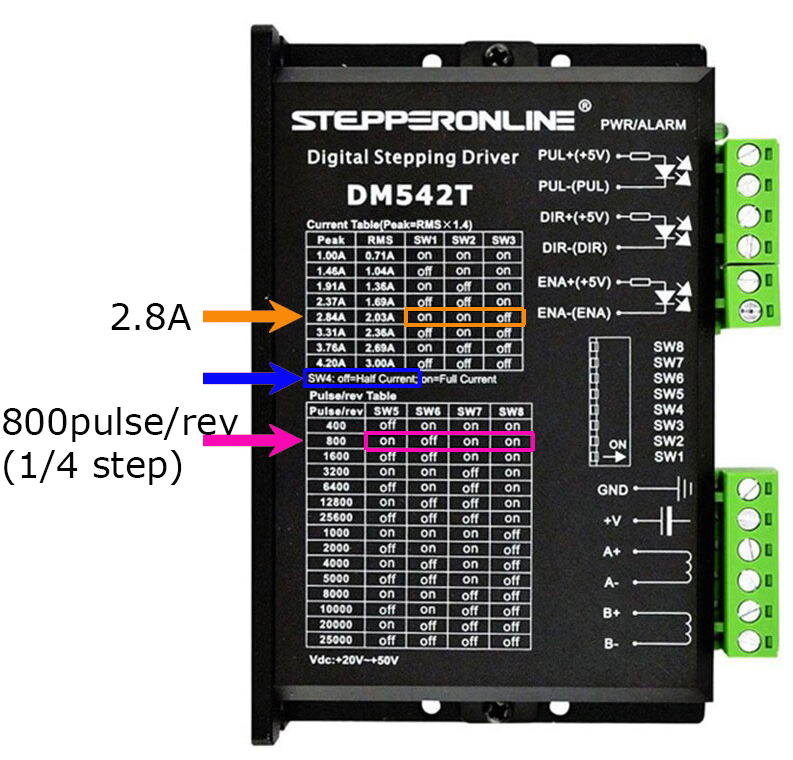
Ça nous donne donc pour notre exemple, un réglage à reporter sur les leviers comme ceci :
![]()
Si vous avez une RS-CNC32, ses drivers doivent être réglés en 1/4 de step (800pulse/rev)
Câblage RS-CNC32 ou toutes autres CNC 3 axes + possibilité 4ème axe (XYZA)
Câblage de puissance (cliquez sur l’image pour l’agrandir)
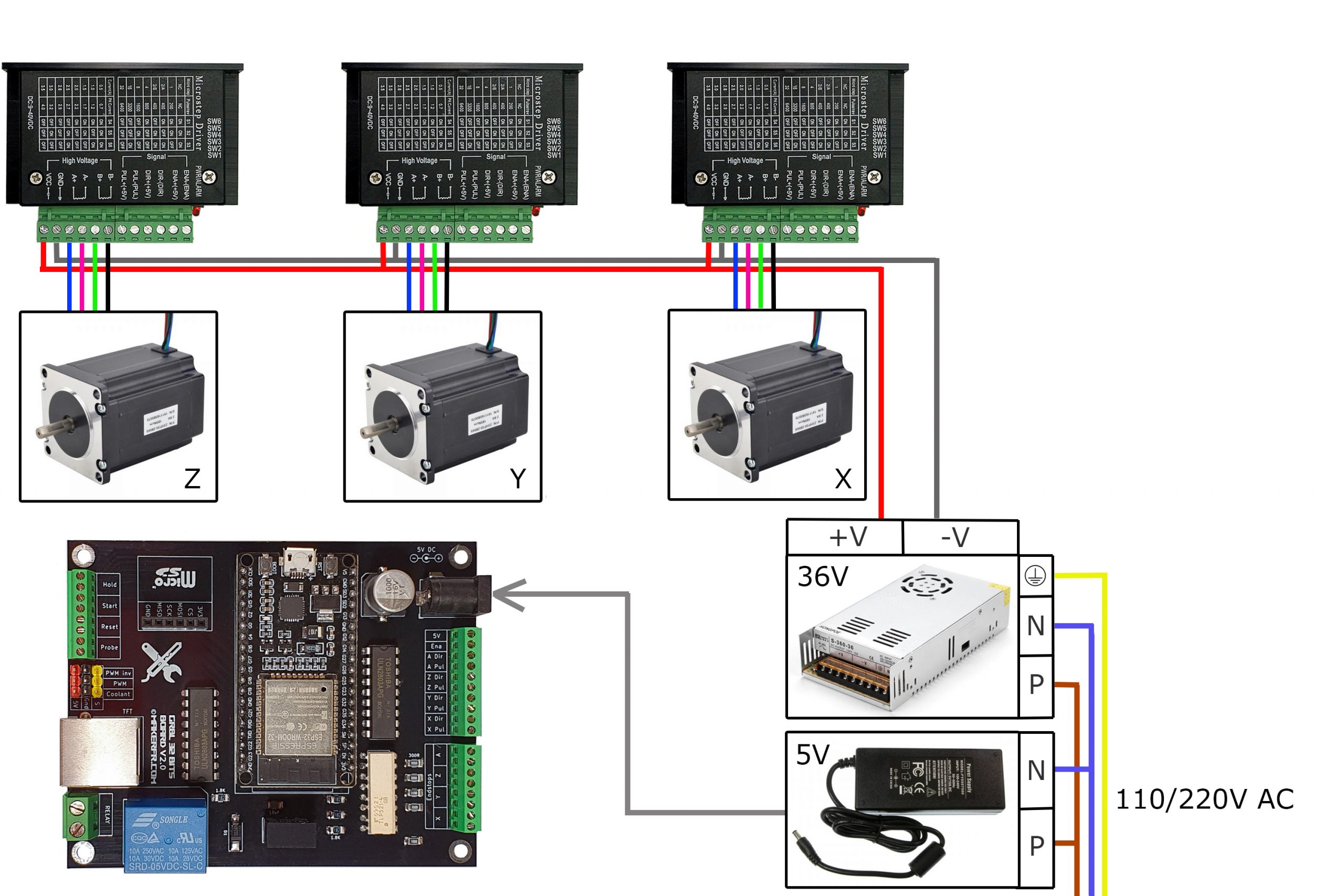
Info: La couleur des câbles des moteurs pas à pas peut varier d’un constructeur à l’autre, ne vous fiez pas aux couleurs du schéma mais au manuel qui vous a été livré avec vos moteurs.
Câblage de commande

Info: Vous pouvez aussi ajouter des boutons poussoir NO (normalement ouvert) sur les borniers Reset, Hold, Start
Câblage CNC 3 axes avec 2 moteurs en Y (XYYZ)
Câblage de puissance (cliquez sur l’image pour l’agrandir)

Info: La couleur des câbles des moteurs pas à pas peut varier d’un constructeur à l’autre, ne vous fiez pas aux couleurs du schéma mais au manuel qui vous a été livré avec vos moteurs.
Câblage de commande (drivers)

Câblage de commande (switchs)
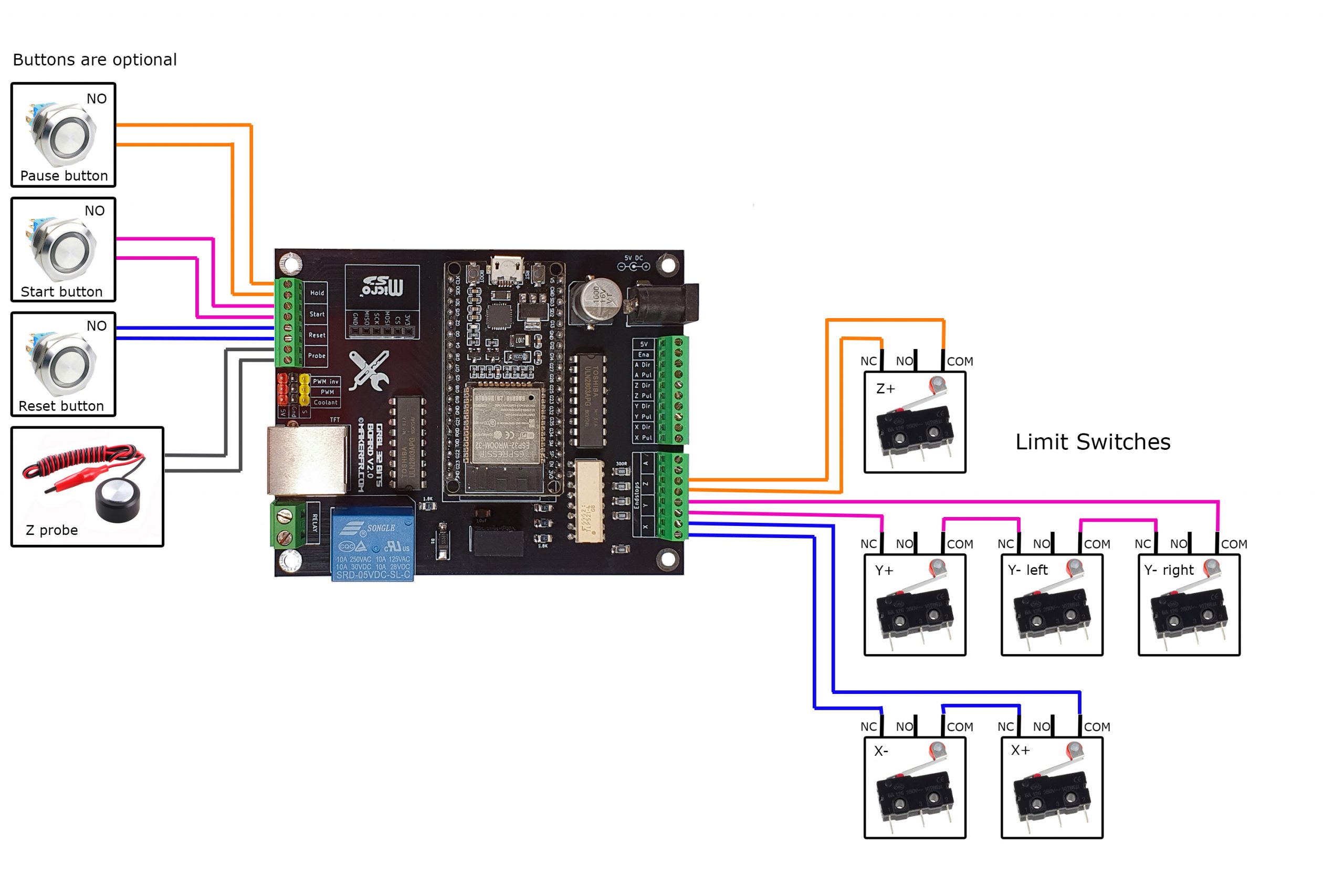
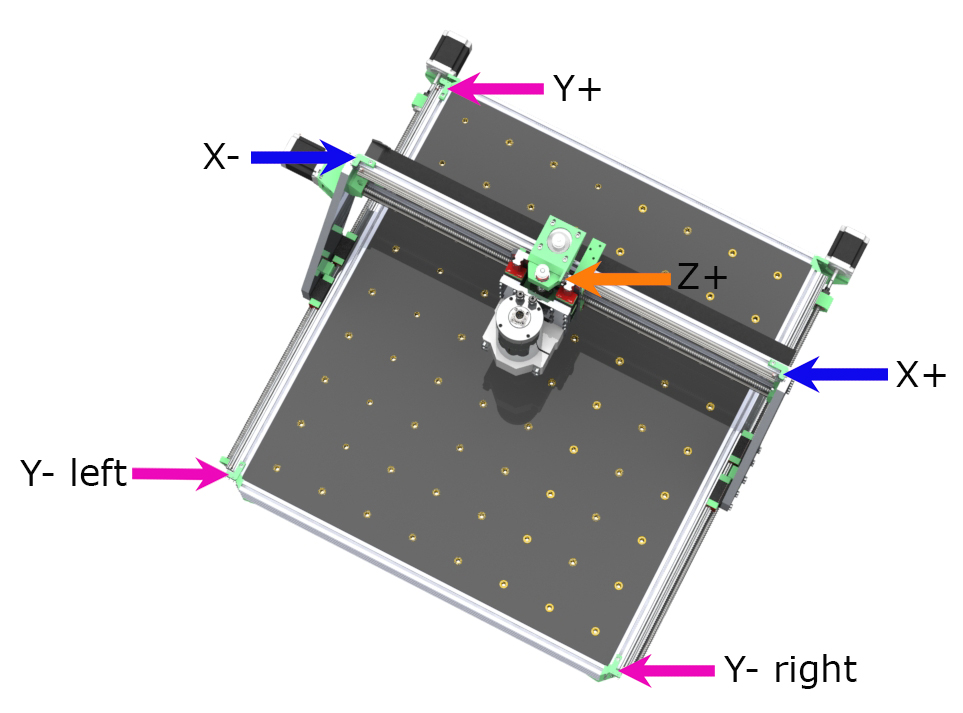
- Les fins de course sont câblés en « normalement fermés », en série (si vous souhaitez faire des tests sans les fins de course, vous devez shunter les borniers endstop X, Y, Z)
- Les boutons de commandes (optionnels) doivent être en « normalement ouvert » et de type bouton poussoir (qui reviennent quand on les relâche)
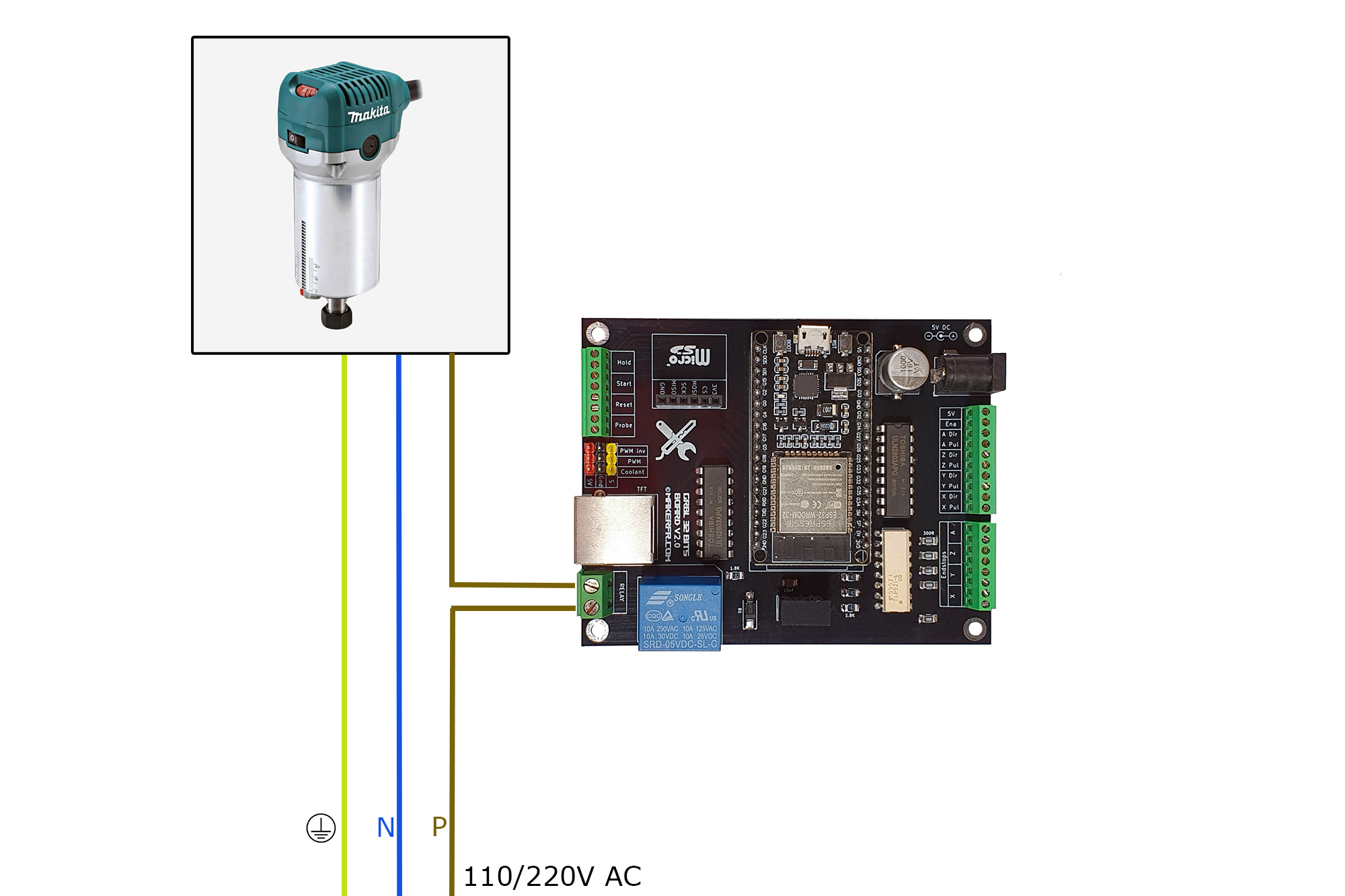
Câblage Router simple, 110/220VAC monophasé (Katsu, Makita, Dewalt,…)
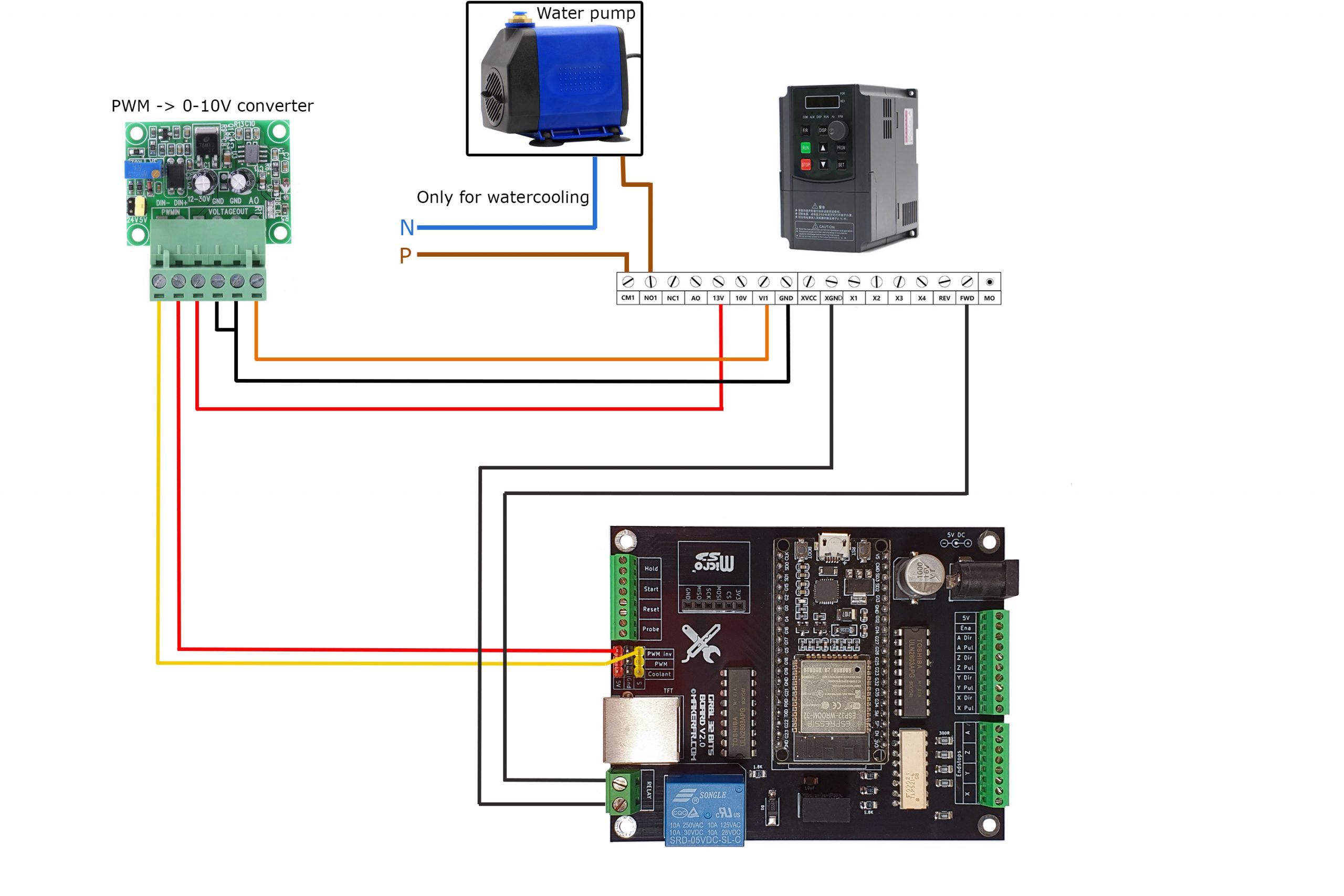
Câblage VFD
Cette section traite un des VFD les plus répandus, le type YL620/YL620-A. Si vous avez un VFD différent, référez vous à votre documentation pour trouver l’équivalence de branchement et de réglages.
câblage de puissance

Câblage de commande
Réglages VFD

Pour modifier les valeurs expliquées en dessous, procédez comme ceci:
- Presser le bouton PRGM
- Aller au numéro de programme avec les boutons haut et bas
- Presser le bouton SET
- Modifier la valeur du programme avec les touches haut et bas
- valider la nouvelle valeur en appuyant sur la touche SET
- Activer une source extérieure de commande: Programme P00.01 , valeur à 1
- Fréquence maximum à 400Hz (si votre broche tourne à 400Hz maxi): Programme P03.13, valeur à 400
- Source de fréquence externe analogique: Programme P07.08, valeur à 3
- Activer le relais du VFD (si vous avez un watercooling): Programme P04.03, valeur à 1
Important: Au premier essai de la broche à vide, vérifiez le bon sens de rotation de la broche, s’il ne tourne pas dans le bon sens, inversez les fils W et V de la broche sur le VFD.
Câbler un Laser
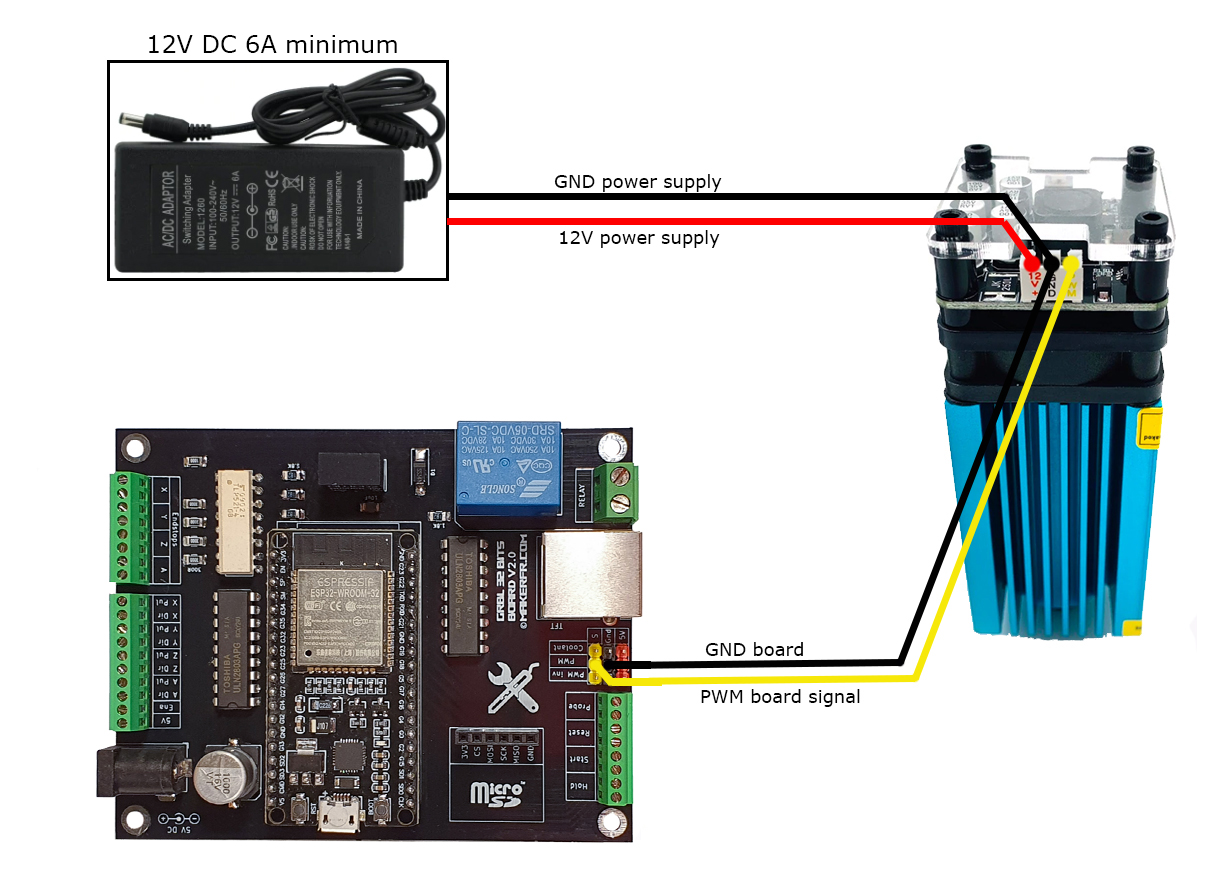
- Sur la carte V2.0, le mode laser s’active uniquement via la commande $Spindle/Type=Laser (autrement la commande M4 S*** ne fonctionnera pas)
- Pour revenir au mode fraisage, envoyez la commande $Spindle/Type=PWM
- Vous pouvez vous créer des boutons personnalisés sur le TFT pour activer le mode laser et le mode spindle (voir page mode d’emploi du TFT)