Premier test d’impression
Insérer le filament:
- Pour insérer le filament, coupez le bout en biseau
- On passe le filament par le trou tout en haut de l’extrudeur en gardant le rabat fermé
- Sur l’écran TFT (mode Marlin) aller dans « changer filament » si vous avez besoin de d’abord enlever l’ancien filament, ou « charger filament » si il faut juste insérer le filament dans l’extrudeur vide.
- Si la hotend est déjà à température le filament se fait aspirer et se met en place tout seul ! Sinon il faut attendre que la tête se mette toute seule à température 🙂
Premiers mouvements
Maintenant nous allons télécharger le logiciel Repetier Host et le fichier de configuration de base pour la I3 RS32.
- Installez Repetier Host
- Ouvrez le et allez à droite à l’onglet « trancheur », on vérifie que « PrusaSlicer » est sélectionné et on clique sur « configuration »
- La fenêtre de « PrusaSlicer » s’est ouverte, cliquez sur « Fichier » puis « importer » « Importer le lot de configuration » et pointez vers le fichier de configuration « PrusaSlicer_config_bundle.ini » que vous avez dézippé.
- On ferme la fenêtre PrusaSlicer et dans Repetier, on va dans Configuration > Réglage imprimante, on sélectionne le bon port COM puis « Appliquer ».
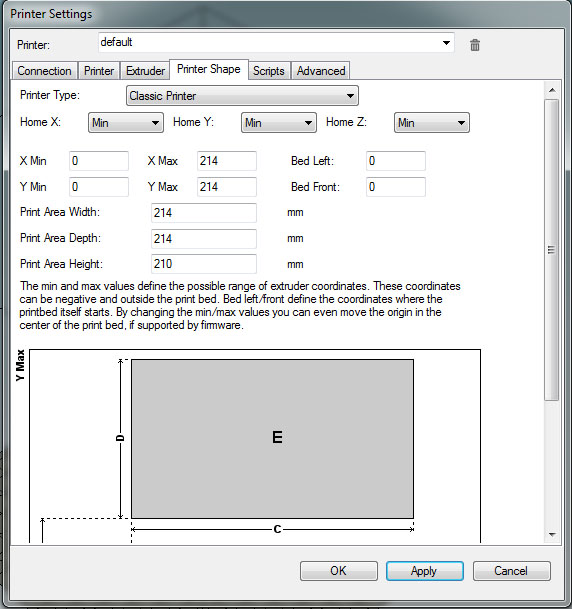
- Toujours dans la fenêtre « Paramètres imprimantes, allez à l’onglet « Format Imprimante » et remplissez comme ceci, puis OK
- On clique sur l’icône « Connecter » à gauche, ça doit passer en vert.
Nous allons maintenant faire bouger les axes de notre imprimante 3D ! Pour cela, onglet « Contrôle manuel » Mais avant tout, placez manuellement chaque axe en milieu de course.
- vous avez 3 ensembles de boutons, celui de gauche contrôle X et Y, celui du milieu Z, et celui de droite l’extrudeur.
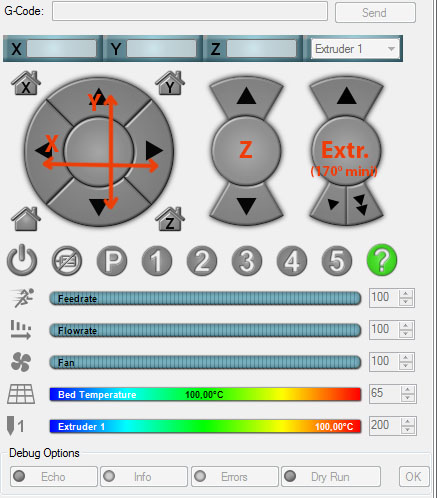
- Quand vous cliquez vers le bas sur l’ensemble de bouton de gauche, le plateau (Y) doit partir vers l’arrière de la valeur en mm que vous aurez cliqué et inversement.
- Quand vous cliquez vers la droite, l’extrudeur (X) doit partir à droite de la valeur en mm que vous aurez cliqué.
- Pareil avec Z sur l’ensemble de bouton du milieu
- Et pareil pour l’extrudeur, mais il ne fonctionne pas tant que la buse d’impression n’a pas atteint 190°.
- Testez aussi le ventilateur d’impression en cliquant sur l’icône du ventilateur un peu plus bas, pareil pour la tête chauffante et le lit chauffant
Note: Si un des moteurs ne tourne pas dans le bon sens, il suffit de retourner sa prise à 180° sur la MKS Base.
On va tester pour la première fois nos 3 capteurs de butée, pour cela cliquer sur le bouton Home en forme de maison toujours dans l’onglet « contrôle manuel » de Repetier. Conseil: garder la souris près de l’arrêt d’urgence sous Repetier si un capteur est mal cablé ^^
Quand l’axe Z descend, on doit voir le BLtouch passer au bleu et déployer sa tige avant de toucher le plateau, et quand il remonte il repasse au rouge en repliant sa tige, si ce n’est pas le cas, re-vérifiez votre câblage des fils servo rouge/marron/jaune du BLTouch.
Génerer son fichier G-code
- Télécharger un fichier .stl, par exemple un pack de fichiers de calibration
- On dézippe et on ouvre le fichier voulu avec Repetier
- On peut changer la disposition de la pièce sur le plateau (optionnel)
- Puis on passe à l’onglet « Trancheur »
- On sélectionne le preset PLA ou ABS ou PETG, Réglages impression adapté, Réglage imprimante « I3 RS32 ».
- On clique sur « trancher » et on atterrit automatiquement sur l’onglet « pré visualiser impression »
- Maintenant on est prêt à lancer l’impression, on a deux solutions, soit vous le faites avec l’imprimante branchée à l’ordinateur en cliquant direct sur « Imprimer » dans l’onglet « Pré visualiser impression » Soit vous cliquez sur « Sauvegarder » pour enregistrer votre fichier .gcode que vous pouvez mettre sur une carte SD que vous insérez sur le coté droit du TFT et vous lancez l’impression à partir du TFT .
- Là les leds RGB passent au bleu et vous avez juste à observer
Pour ceux qui souhaitent utiliser un autre logiciel de tranchage que celui proposé plus haut, voici quelques réglages de base pour la I3-RS32
Start G-code:
G21 ;metric values
G90 ;absolute positioning
M107 ; start with the fan off
M280 P0 S160 ; Bltouch alarm release
G4 P300 ; delay for Bltouch
G28 ; home all axis
G29 ; autolevel
End G-code:
G91 ; relative positioning
G1 E-2 F6000 ; retractation extruder 2mm
G0 Z1 ; Z +1
G28 X ; home X axis
M104 S0 ; turn off temperature
M140 S0 ; turn off heatbed
G90 ; absolute positioning
G0 Y200 ; Y at 200mm
M84 ; disable motors
M150 U255 ; RGB leds green
Divers:
Rétractation du filament 0.8mm (pas plus!)
Régler la tension des drivers
Régler le voltage des drivers est essentiel au bon fonctionnement de votre imprimante 3D, en effet, un voltage trop bas risque de faire perdre des pas pendant l’impression et un réglage trop haut rendra les moteurs bruyants et trop chauds.
-A venir-
Réglage Offset Z:
Si votre première couche est trop écrasée ou au contraire pas assez, Allez via le TFT , dans « configuration » » Z-offset »:
Et changez la valeur qui est l’offset en millimètres
Allez y dixième par dixième, si le filament n’est pas assez écrasé, augmentez cette valeur, si le filament est trop écrasé, diminuez la valeur , puis n’oubliez pas d’enregistrer la nouvelle valeur en allant dans « configuration » « Sauvegarder config » toujours sur le TFT.
Recommencez l’opération jusqu’à avoir la bonne hauteur de première couche.
Régler les PID de son imprimante 3D
Le réglage des PID optimise grandement la qualité d’impression, en effet, avec des PID non adaptés à votre imprimante 3D, la température d’extrusion peut varier en dents de scie, ce qui donne une extrusion irrégulière et entraine une différence d’homogénéité visible entre les couches.
Avec ce petit tuto, vous allez pouvoir régler vos PID sans difficulté !
L’autotune doit se faire en partant d’une buse froide remplie de filament, vous pouvez aussi lancer le ventilo d’impression avant de démarrer le test afin d’obtenir le résultat le plus précis possible si vous utilisez le refroidissement durant vos impressions.
- Premièrement connectez votre imprimante 3D à votre ordinateur et mettez la sous tension
- Ouvrez Repetier Host et établissez la connexion avec votre imprimante
- Dans l’onglet « Contrôle Manuel » , entrez la ligne de commande suivante:
M303 E0 S200 C8
« M303 » est la commande qui lance l’autotune; « E0 » est l’organe ciblé, ici c’est l’extrudeur 0; « S200 » est la température de référence pour cet autotune, à vous d’indiquer la température avec laquelle vous avez le plus l’habitude d’imprimer; « C8 » est le nombre de boucles pour le test, ici 8 boucles (plus vous ferez de boucles, plus les résultats seront précis)

- Et cliquez sur « Envoyer »
Le test se lance et dure plusieurs minutes.
A la fin de ce test, en bas dans le log vous avez vos nouvelles valeurs :
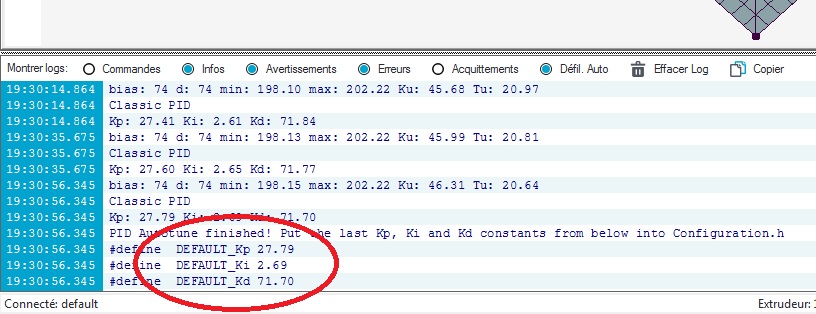
- Notez ces valeurs et ouvrez votre firmware Marlin , onglet « configuration.h », cherchez « PID settings »

- Remplacez les valeurs d’origine par les vôtres
- Téléversez sur votre imprimante
Vos PID sont réglés !
Note: Il n’est pas nécessaire de le faire pour le plateau chauffant car il a une certaine inertie thermique que n’a pas la buse, et la variation de température du plateau n’influe pas sur la qualité d’impression.
Ça y est, votre imprimante fonctionne, j’espère qu’elle vous donnera autant satisfaction qu’à moi même !
N’hésitez pas à vous inscrire sur le forum si vous avez des hésitations de montage ou réglages, ou tout simplement pour partager votre montage, ça me fait toujours très plaisir d’avoir des retours et on commence à être un bon groupe sympathique et efficace 🙂