Passer du .dxf au .gcode
Pour fraiser votre première pièce , en général on part d’un fichier « .dxf », soit que vous aurez récupéré, soit que vous aurez créé grâce à votre logiciel de CAO préféré.
Ce DXF est un dessin qu’on appelle « vectoriel » , pour faire simple et court, ce qui le différencie d’un jpeg par exemple, c’est qu’il contient des informations, par exemple, tel trou est à tel endroit et de tel diamètre, cette ligne à tel endroit mesure tant…
C’est bien beau tout ça mais notre machine ne reconnait pas ce DXF ! En effet, ce n’est pas du langage machine, il faut le transformer en langage machine, en .gcode.
Le G-code lui, est un script qui a chaque ligne donne un ordre à la machine par exemple X et Y vont à telle position à telle vitesse…
Pour se faire il nous faut un logiciel générateur de G-code, comme par exemple :
- Estlcam ,vraiment pas cher et la version d’essai est illimitée, juste un compte à rebours avant la génération du g-code pour nous inciter à acheter et surtout, il est HYPER simple d’utilisation, top pour débuter sans se perdre dans les options.
- Fusion 360, complet, il permet de créer ses fichiers 2D et 3D ainsi que générer du G-code pour imprimantes 3D et CNC. Si vous utilisez Fusion360, utilisez ce post processeur.
Je ne vais pas vous faire un tuto sur ces logiciels, vous en trouverez plein sur le net.
Quel que soit votre logiciel de génération de G-code, vérifiez bien les options de start G-code et de End G-code qui doivent contenir les commandes de démarrage/extinction de broche qui commandent le relais (M3 au start G-code pour démarrer la broche) (M5 au end G-code pour éteindre la broche) Sur Estlcam c’est déjà paramétré d’origine.
Paramétrer Estlcam pour GRBL:
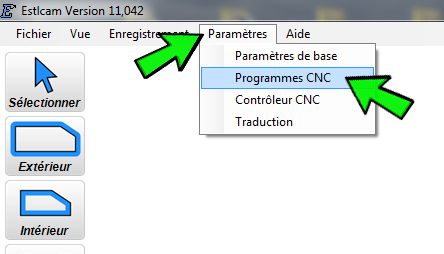
Aller dans Paramètres > Programme CNC
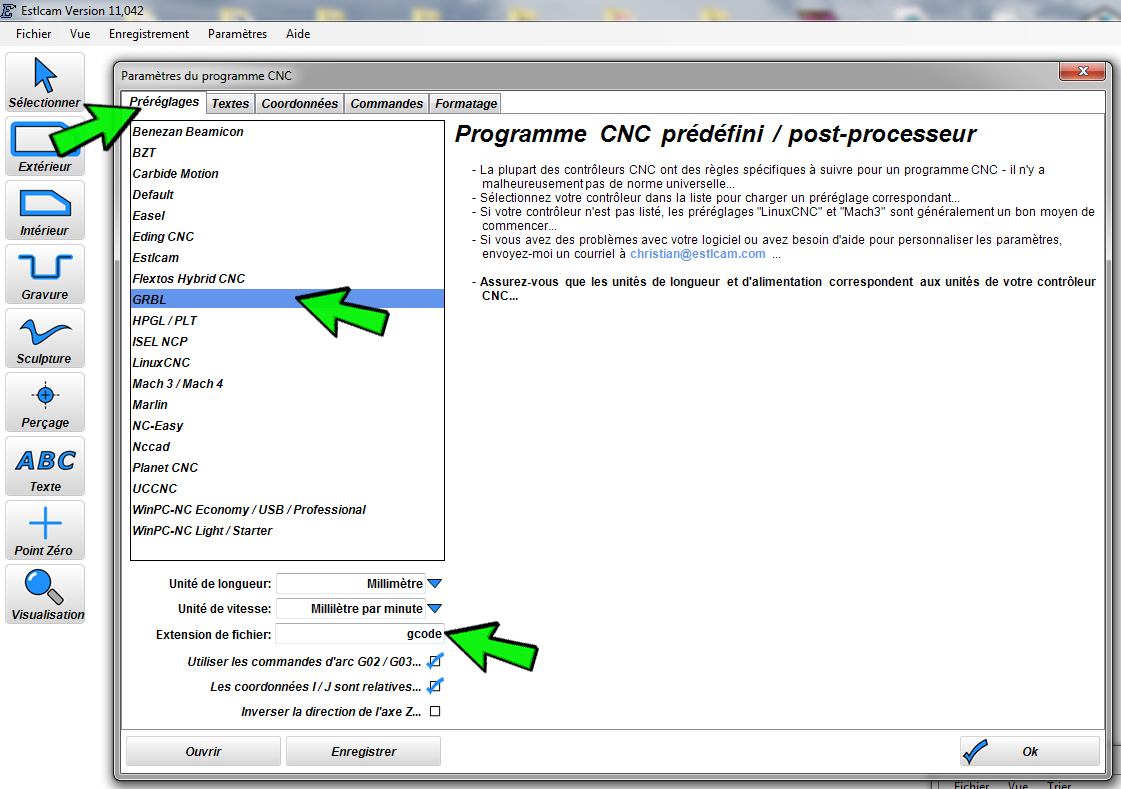
à l’onglet « préréglages », choisir « GRBL »dans la liste et en bas dans « Extension de fichier » marquer « gcode » et enregistrer
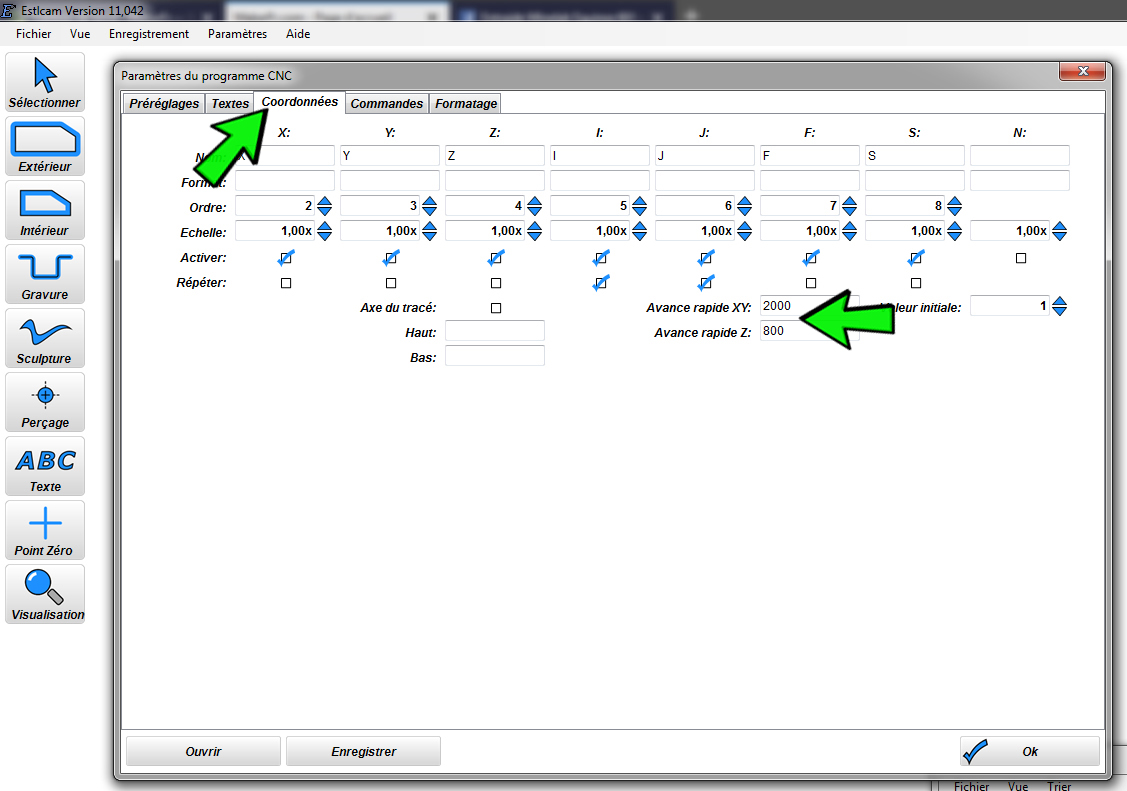
Ensuite pour avoir un déplacement rapide à vide, allez dans l’onglet « Coordonnées », et dans les cases « Avance rapide XY et Z » indiquez la vitesse souhaitée pour les déplacements à vide (j’ai mis 2000 et 800mm/min) et enregistrer.
Maintenant il ne vous reste plus qu’à importer votre fichier .DXF, de paramétrer vos usinages (il existe des tutoriels sur internet) et d’enregistrer le fichier .gcode obtenu sur la carte SD
Exemple de première utilisation de la RS-CNC32
- Insérez la carte SD contenant votre fichier .gcode dans le lecteur du TFT
- fixez votre « brut » (votre matière à fraiser) sur un « martyr » (plaque généralement en bois tendre que l’on met entre le plateau et notre pièce à usiner pour épargner notre beau plateau ! )
- On serre bien la pièce pour ne pas qu’elle bouge à l’aide de brides de serrage, et on vérifie si pendant le trajet d’usinage, il y a pas un moment donné où une bride de serrage va se retrouver sur le chemin de la fraise… oui ce serait ballot ^^
- On monte une fraise adaptée au matériau, et du même diamètre qu’on avait renseigné dans le logiciel de génération de g-code.
- On met la fraise au « point d’origine » c’est à dire au point de départ du programme, il doit correspondre au point d’origine qu’il y avait dans votre logiciel de génération de G-code, en général c’est en bas à gauche sur le logiciel, donc vers vous à gauche sur la pièce à fraiser. Donc bougez les axes à l’aide du Nunchuk ou de la fonction « Bouger » du TFT si vous avez de gros déplacements à faire, quand vous êtes très proche du point d’origine, finissez à la main, une fois que vous êtes bon en X et Y, descendez Z au raz de la pièce à usiner, vous pouvez utiliser du papier à cigarette pour être précis.
- Maintenant que notre fraise est au point de départ, vérifiez que la position « Wpos » de la machine est bien à 0 sur les 3 axes ou bien à 0 sur X Y et de la valeur de l’offset Z si vous avez utilisé un Zprobe. Si ce n’est pas le cas, allez dans la section « Set XYZ » du TFT et mettez les valeurs des axes à 0.
- On vérifie que l’interrupteur à même la broche est bien sur « ON » ( mais ne tourne pas car c’est le relais intégré à la carte qui la démarrera au lancement du job).
- On choisi son fichier programme sur le TFT dans la section « Fraisage > Carte SD », on valide le fichier, on appuie sur « Lancer » et c’est parti , on voit la broche démarrer et le job commencer.
- à la fin du programme, X et Y reviennent au point de départ et la broche s’arrête
Précautions à prendre à chaque usinage
- Portez des lunettes de protection et surtout un masque à poussières pendant l’usinage et le nettoyage de la machine, pensez que la poussière de MDF et de carbone sont très toxiques.
- Après chaque utilisation, aspirez avec un aspirateur dédié au garage (pas celui de votre chambre à coucher) et passer un coup de soufflette sur les courroies, poulies, tiges filetées, moteurs, lcd, chaines passe câbles… ( gardez le masque à poussières)
- Si vous avez des enfants, enlevez le cordon d’alimentation
- La machine doit absolument rester sous surveillance pendant l’usinage.
- Bien sûr je ne suis pas responsable en cas de dégradation physique ou matérielle !
Entretien
- Vérifiez la bonne tension des courroies et la perpendicularité de Y
- Vérifiez que de la poussière ne s’est pas installée sur l’électronique
- Vérifiez que la hauteur du plateau est toujours bien réglée
Le tuto est fini !
Pour toutes questions techniques, merci d’utiliser le forum
Pour toutes autres questions non techniques, vous pouvez me joindre à romaker@makerfr.com