

Beaucoup l'attendaient avec impatiente et j'ai enfin pu me pencher dessus, j'ai même pas encore eu le temps de faire un montage propre mais ça fonctionne, et ce sans bricolage hardware, grâce (encore) à Mstrens qui a programmé la possibilité d'inverser le signal PWM dans le code de GRBL
Je précise que ce type de laser à diode ne peut découper que des fines couches de contreplaqué, balsa, liège, papier, carton... Il est essentiellement fait pour faire de la gravure, même pour les modèles les plus puissants à diode.
Si vous voulez une vraie découpeuse laser là il faut investir dans un laser au CO2 !
L'utilisation d'un laser est très dangereuse, vous devez prendre toutes dispositions afin de protéger vos yeux en utilisant des lunettes adaptées au type de laser employé et être seul dans la pièce où se trouve le laser en marche.
En fonction des matériaux en contact avec le laser il peut y avoir des émanations de fumées très toxiques, évitez de graver sur du PVC, ABS ou autres matières plastiques sans vous être renseigné au préalable. Le local doit être aéré dans tous les cas.
Comme vous le savez, le laser brûle la matière, il y a donc un risque d'incendie lors du job, ne pas laisser la machine sans surveillance.
Ne pas essayer de graver des matières réfléchissantes qui pourraient dévier le faisceau n'importe où, et de toutes façons ça ne graverait pas dessus !
Donc pour le matos il nous faut:
-Un laser ! Celui là est un très bon rapport qualité/prix/performances:
5.5W-> http://s.click.aliexpress.com/e/drcHwQey
15W-> http://s.click.aliexpress.com/e/_s8xpVm
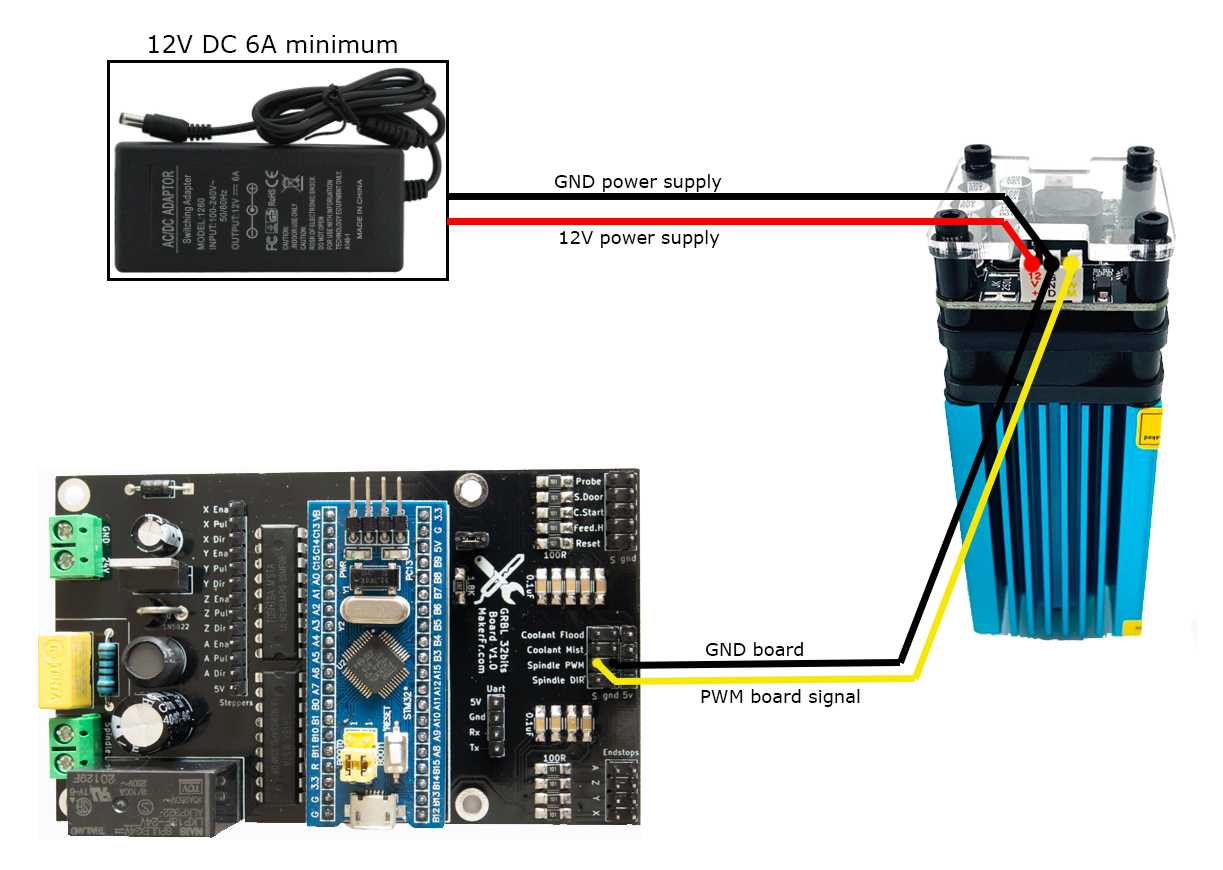
-Une alim 12v 6A minimum, car si vous le connectez à l'alim 24v de la RS-CNC , ça va pas le faire ! http://s.click.aliexpress.com/e/reLsGvqg
-Une patte de montage imprimable: https://www.thingiverse.com/thing:4012864
Schéma de câblage:
Le nouveau firmware modifié par MStrens :
Modifs: Option inversion du signal développée par Mstrens activée, Laser mode activé.
viewtopic.php?f=48&t=6722
à noter que une fois téléversé, vous devrez lancer la commande $RST=$ pour effacer les anciennes données en cache, attention si vous aviez fait des modifs perso autre que celles d'origine elles seront effacées.
Régler la focale:
(à venir)
Premier test:
(à venir)
Pour contrôler le laser:
Pour l'allumer on utilise la commande M4 S*** (*** correspond à un nombre entre 1 et 255, 255 étant la puissance à 100%)
Pour éteindre le laser on utilise la commande M5
Note: Il faut d'abord mettre la RS-CNC32 sous tension avant de mettre sous tension le module laser, et d'abord mettre le module laser hors tension avant de mettre hors tension la RS-CNC32, bref, ne pas mettre sous tension le laser avec la RS-CNC32 hors tension sinon le laser s'allume pleine puissance.

