Page 8 sur 8
Re: RS-CNC 32 en Normandie (14) - Montage en cours
Posté : 13 nov. 2021 09:55
par moon86
HTheatre a écrit : ↑12 nov. 2021 19:41
Bonjour BreizhMaker,
BreizhMaker a écrit : ↑12 nov. 2021 19:07
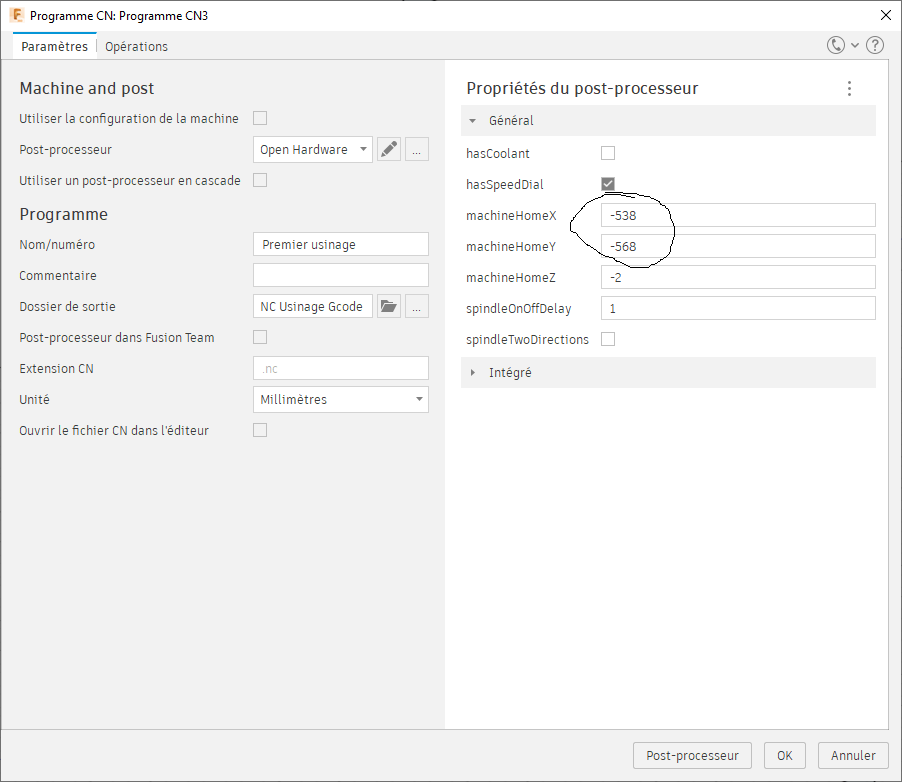
Si tu utilises Fusion 360 lorsque tu fait post traiter a droite tu as propriété du post processeur. La tu peux mettre les valeurs de machine home x, y et z. A la fin du programme la cnc ira a cette position inutile de modifier le post processeur. Pour éviter d'enclencher un fdc il faut arrêter la machine a 2 mm du fdc. Mettre une valeur négative sur le Z.
Mais Autodesk Fusion 360 conserve les valeurs saisies pour les fois suivantes, où il faut refaire la même manip à chaque nouvel usinage ?
@+
Je regarderai s'il faut remettre les valeurs à chaque fois.
Si je ne me trompe pas, il s'agit des valeurs suivantes ?!
Re: RS-CNC 32 en Normandie (14) - Montage en cours
Posté : 13 nov. 2021 10:28
par HTheatre
Bonjour moon86,
Oui, c'est exactement cela, mais si tu as déjà ces valeurs dans le postprocesseur et que ta machine revient quand même en butée sur les fins de courses en fin d'usinage, c'est certainement parce que tu n'as pas effectué de homing avant de lancer ton usinage.
@+
Re: RS-CNC 32 en Normandie (14) - Montage en cours
Posté : 13 nov. 2021 14:24
par BreizhMaker
moon86 a écrit : ↑13 nov. 2021 09:55
HTheatre a écrit : ↑12 nov. 2021 19:41
Bonjour BreizhMaker,
BreizhMaker a écrit : ↑12 nov. 2021 19:07
Si tu utilises Fusion 360 lorsque tu fait post traiter a droite tu as propriété du post processeur. La tu peux mettre les valeurs de machine home x, y et z. A la fin du programme la cnc ira a cette position inutile de modifier le post processeur. Pour éviter d'enclencher un fdc il faut arrêter la machine a 2 mm du fdc. Mettre une valeur négative sur le Z.
Mais Autodesk Fusion 360 conserve les valeurs saisies pour les fois suivantes, où il faut refaire la même manip à chaque nouvel usinage ?
@+
Je regarderai s'il faut remettre les valeurs à chaque fois.
Si je ne me trompe pas, il s'agit des valeurs suivantes ?!
Bonjour,
Oui il s'agit bien de ces paramètres. Fusion les conserve tu n'as pas besoin de les changer a chaque fois.
Re: RS-CNC 32 en Normandie (14) - Montage en cours
Posté : 13 nov. 2021 18:26
par moon86
HTheatre a écrit : ↑13 nov. 2021 10:28
Bonjour
moon86,
Oui, c'est exactement cela, mais si tu as déjà ces valeurs dans le postprocesseur et que ta machine revient quand même en butée sur les fins de courses en fin d'usinage, c'est certainement parce que tu n'as pas effectué de homing avant de lancer ton usinage.
@+
J'ai de nouveau testé cet après-midi.
Même en ayant fait un home, la machine revient en fin d'usinage en butée sur les fins de courses et se met en sécurité.
Je testerai demain en changeant les valeurs X et Y dans Fusion 360.
Re: RS-CNC 32 en Normandie (14) - Montage en cours
Posté : 14 nov. 2021 16:21
par moon86
Hello,
J'ai changé les valeurs dans Fusion 360 en X : 10 et Y : 10 et je n'ai plus le problème de mise en sécurité en fin de travail.
Je regarderai pour mettre une valeur pour que la CNC aille au fond en Y, je vous tiens au courant.
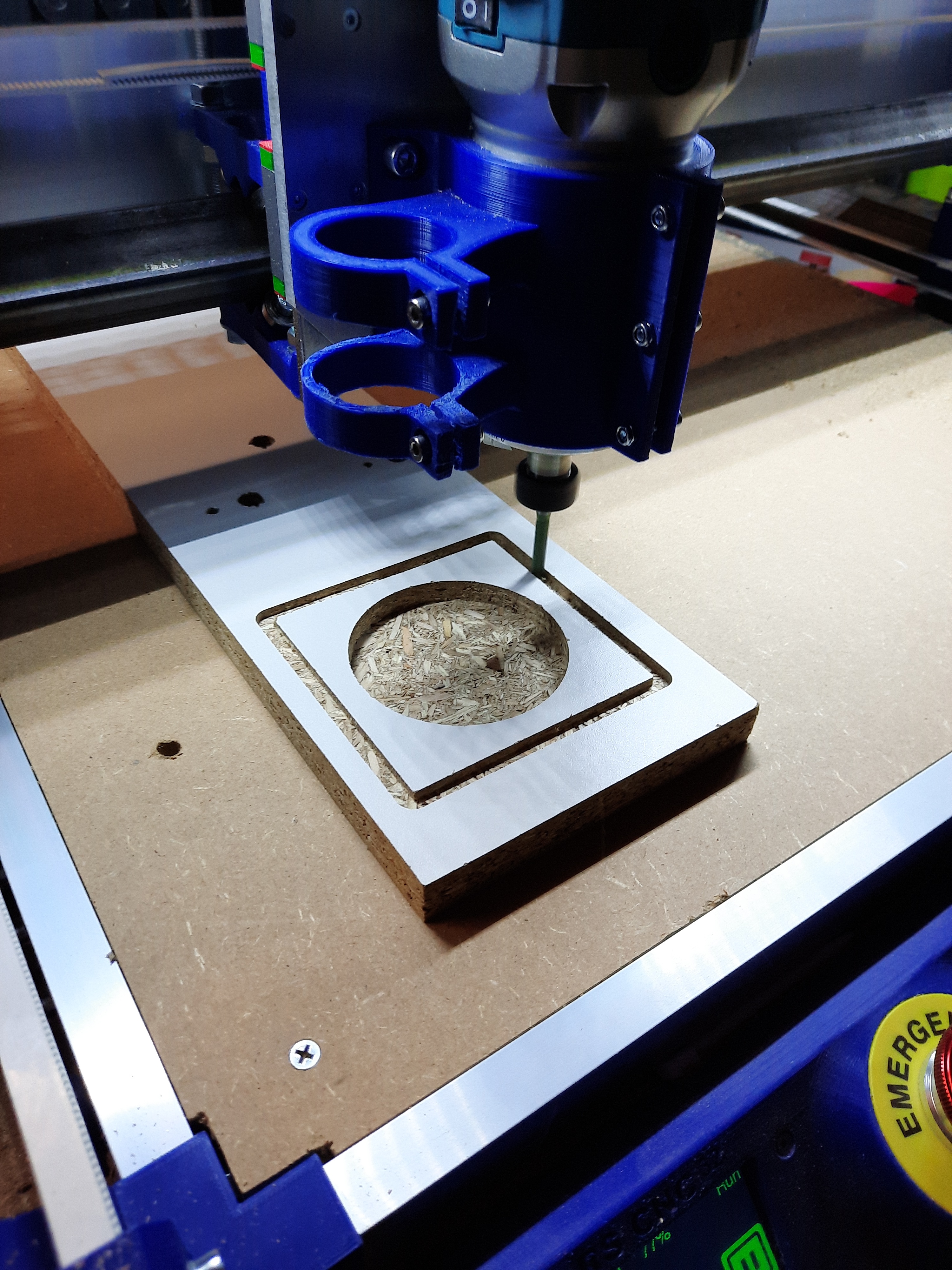
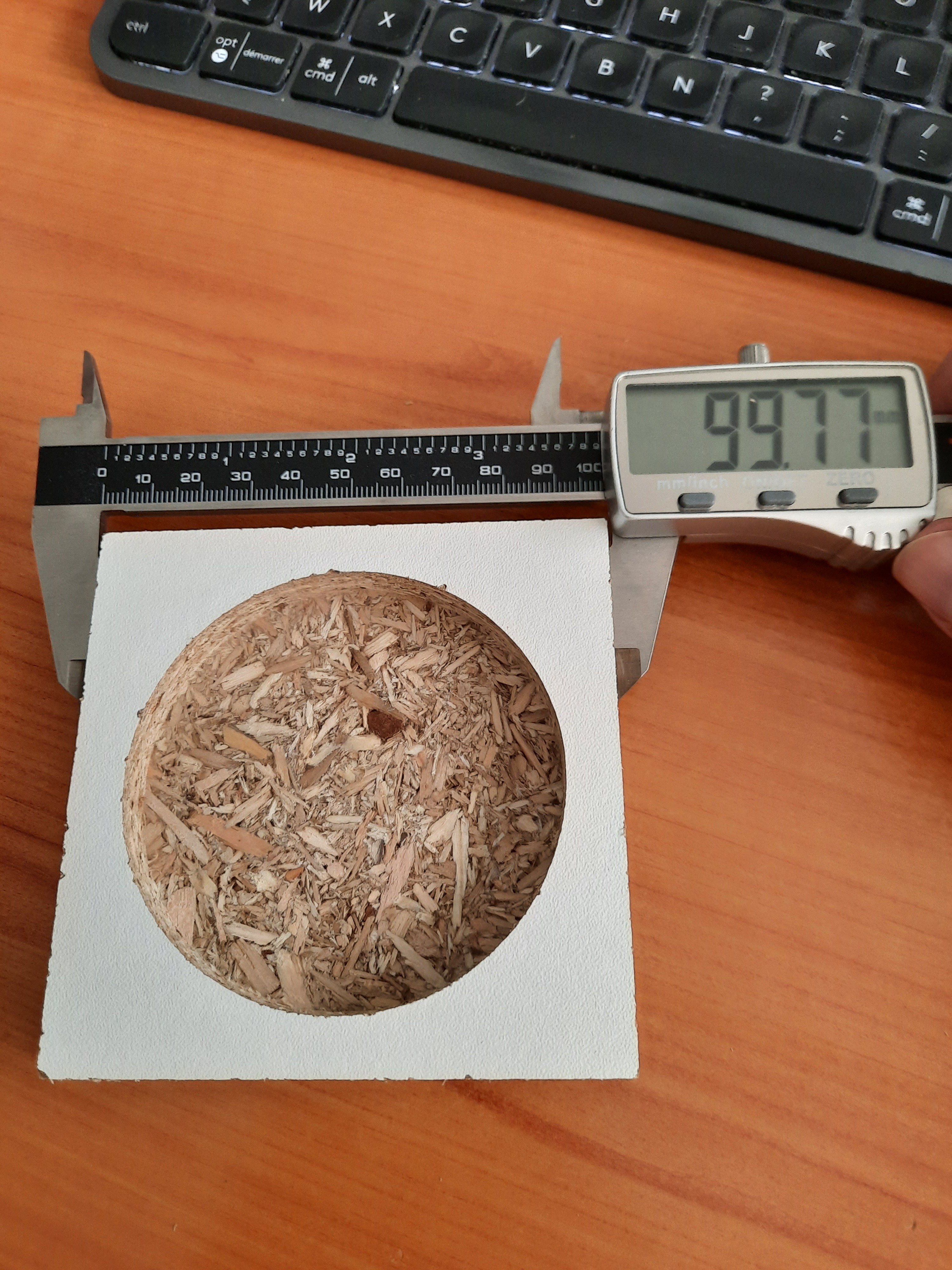
Sinon j'ai enfin réalisé le premier usinage !!!!
Après quasiment 1 an de montage (oui je suis lent

)
Niveau précision cela dépasse mes attentes donc je suis ravi !
Il me reste :
- câbler le bouton d'aspirateur sur un relai (ou alors utiliser le même relai que la broche)
- finaliser la dust shoe
- faire les trous dans le martyr pour les clamps
- fabriquer les clamps
- ajouter une aspiration cyclonique
- fabriquer un boîtier pour l'électronique
- fabriquer un énorme caisson sonore
- installer la CNC à son emplacement définitif
Voici quelques photos :


Bonne fin de week-end




