
J'en ai dessiné une autre car j'utilise de la bâche souple en PVC de 2mm pour faire la jupe. Du coup, le support a une fente conique dans laquelle j'ai glissé la bâche, et les vis verrouillent la bâche.
Tu veux utiliser quelle taille d'aimant? Je peux faire une version en fonction et la publier sur thingiverse. Pour ma part, ce sont des D5x2mm car je les avais déjà.
RS-CNC32 de Mickaël

Re: RS-CNC32 de Mickaël
Merci a toi
J'ai des aimants de 6 x 3mm
J'ai des aimants de 6 x 3mm
Re: RS-CNC32 de Mickaël
Quelques nouvelles de la machine.
Elle est arrivée à sa place définitive, à côté du combiné Kity:
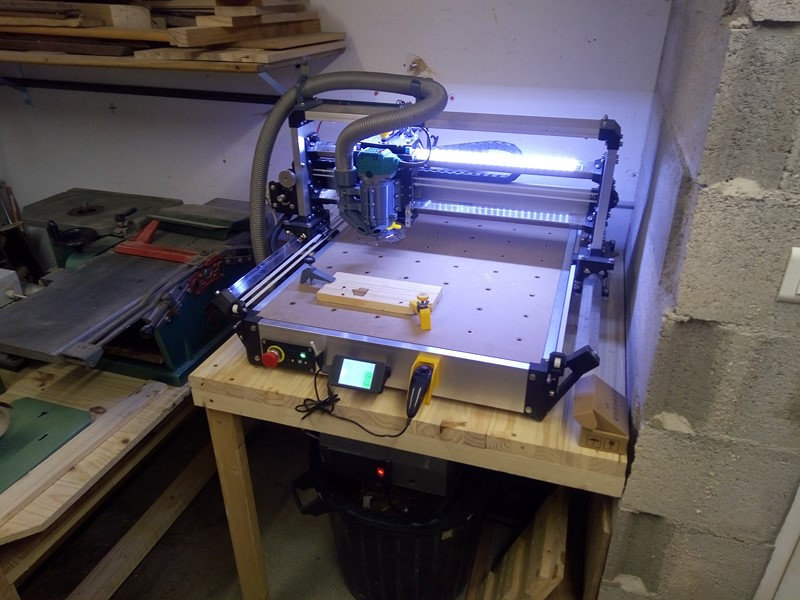
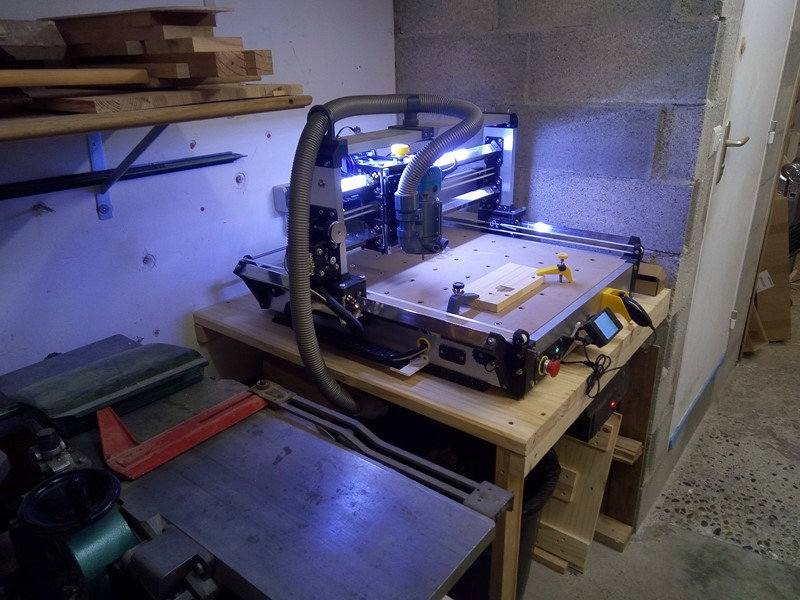
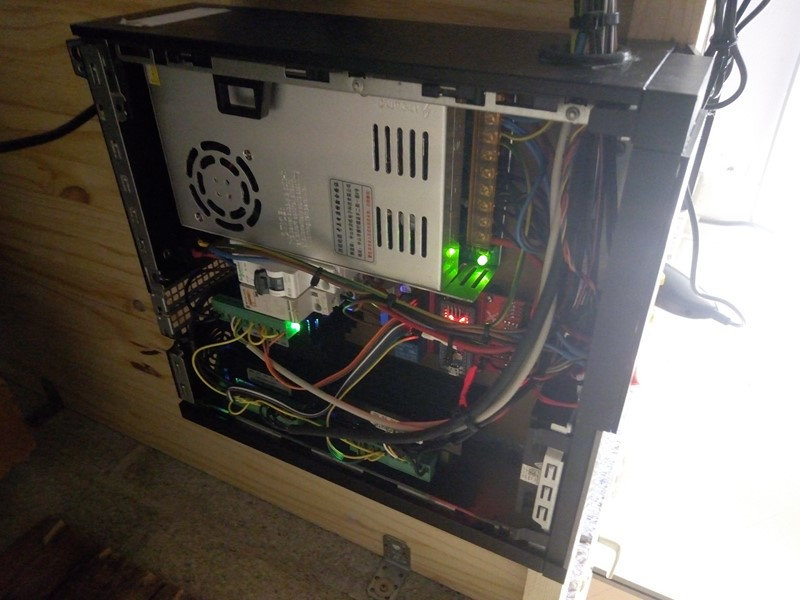
J'ai logé la partie électronique dans une tour de PC avec un ventilo en façade pour refroidir tout ce beau monde:

Il n'y a plus qu'à faire des copeaux!
Elle est arrivée à sa place définitive, à côté du combiné Kity:


J'ai logé la partie électronique dans une tour de PC avec un ventilo en façade pour refroidir tout ce beau monde:


Il n'y a plus qu'à faire des copeaux!

Re: RS-CNC32 de Mickaël
elle a trouvé sa place.
la mienne est toujours dans mon bureau ,j'ai pas encore fini sa future table .
pour ta kity 636 (ou 635?) si jamais t'a besoin de collecteur de copeaux , j'ai ça pour toi ici :
https://www.thingiverse.com/thing:3069060
la mienne est toujours dans mon bureau ,j'ai pas encore fini sa future table .
pour ta kity 636 (ou 635?) si jamais t'a besoin de collecteur de copeaux , j'ai ça pour toi ici :
https://www.thingiverse.com/thing:3069060
Re: RS-CNC32 de Mickaël
C'est une 636. Nickel ce collecteur! Il me manque surtout l'aspirateur qui va bien!
Re: RS-CNC32 de Mickaël
J'ai reçu les fraises de 3.17, i a fallu que je fasse un test!
J'avoue que je suis un grand enfant. Contrairement aux PC à l'époque, mon age n'a pas passé le cap de l'an 2000, j'ai 20 ans de retard
Ebauche, 800mm/min, 2mm de passe:

Finition, 800mm/min, 0.5mm de passe:

Direct en sortie d'usinage:

Après un rapide ponçage:


Ca a pris 50min, la machine ne bronche pas, je suis content! Le seul point que j'aimerais franchement améliorer, c'est a broche. Le bruit est infernal!
J'avoue que je suis un grand enfant. Contrairement aux PC à l'époque, mon age n'a pas passé le cap de l'an 2000, j'ai 20 ans de retard
Ebauche, 800mm/min, 2mm de passe:

Finition, 800mm/min, 0.5mm de passe:

Direct en sortie d'usinage:

Après un rapide ponçage:


Ca a pris 50min, la machine ne bronche pas, je suis content! Le seul point que j'aimerais franchement améliorer, c'est a broche. Le bruit est infernal!
Re: RS-CNC32 de Mickaël
faut passer sur une broche brushless pour le silence
Re: RS-CNC32 de Mickaël
J'ai fait un peu d'usinage dernièrement.
J'ai refait une pièce en ébène pour ma vielle à roue, qui s'était déformée probablement à cause du chauffage qui fait baisser le taux d'hygrométrie. Cet instrument y est particulièrement sensible. J'ai fait l'usinage avec une fraise de 3.17mm, passes de 1mm à 300mm/min pour ne rien casser, la pièce est fragile. J'ai fixé une plaquette de 5mm d'épaisseur sur un martyr:


Et la voici en place:


La petite languette de retenue des cordes fait 0,7mm d'épaisseur, et ça tient très bien.
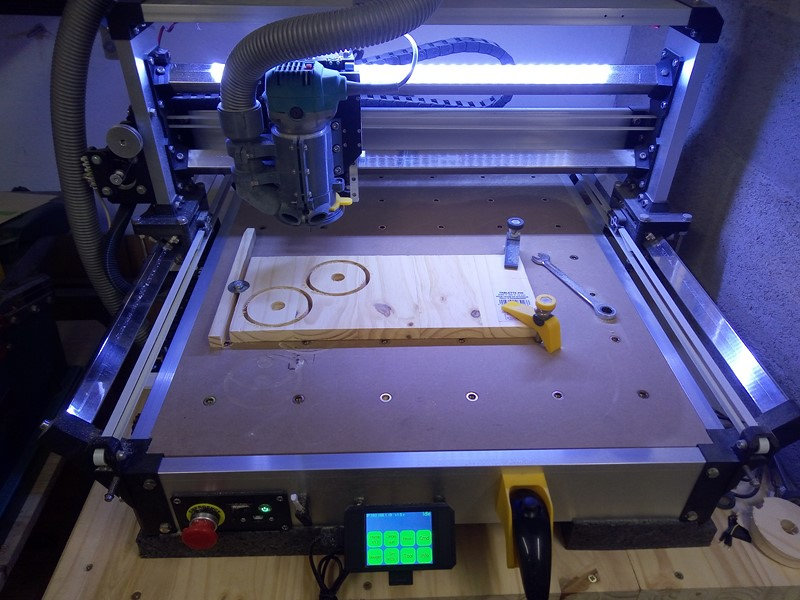
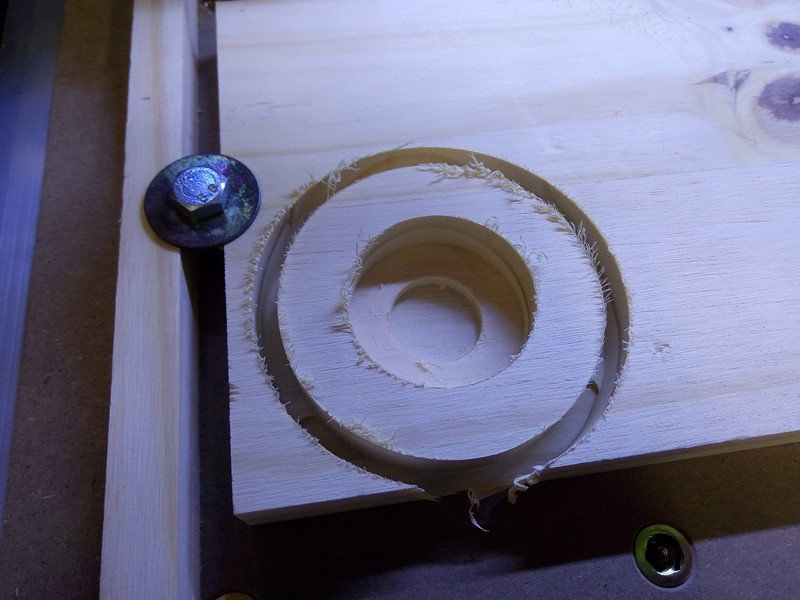
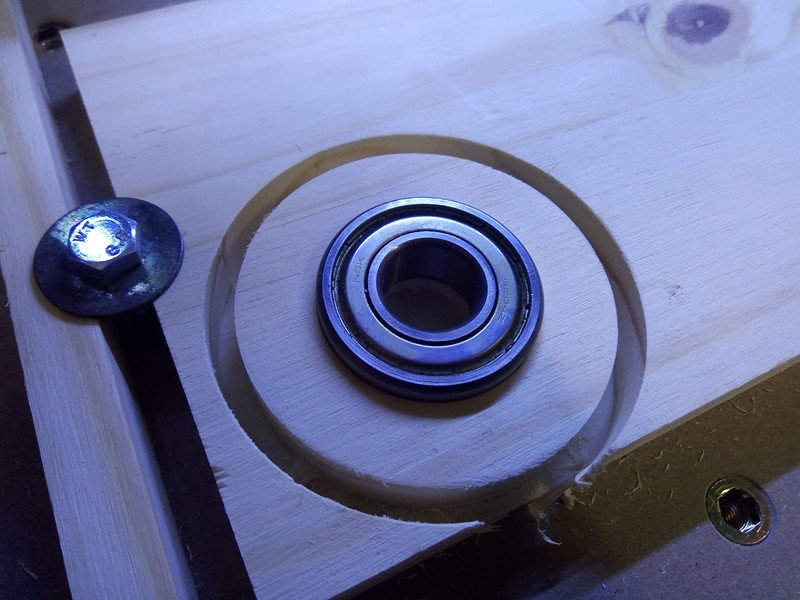
Sinon, je suis en train de fabriquer une ponceuse à bande stationnaire. Pour faire les rouleau, j'ai fait des disques à la CN que j'ai collé ensuite. Le rouleau libre contient 2 roulements. L'ajustement est nickel. J'ai utilisé une fraise de 6mm et des passes de 2mm à 400mm/min:


J'ai refait une pièce en ébène pour ma vielle à roue, qui s'était déformée probablement à cause du chauffage qui fait baisser le taux d'hygrométrie. Cet instrument y est particulièrement sensible. J'ai fait l'usinage avec une fraise de 3.17mm, passes de 1mm à 300mm/min pour ne rien casser, la pièce est fragile. J'ai fixé une plaquette de 5mm d'épaisseur sur un martyr:


Et la voici en place:


La petite languette de retenue des cordes fait 0,7mm d'épaisseur, et ça tient très bien.
Sinon, je suis en train de fabriquer une ponceuse à bande stationnaire. Pour faire les rouleau, j'ai fait des disques à la CN que j'ai collé ensuite. Le rouleau libre contient 2 roulements. L'ajustement est nickel. J'ai utilisé une fraise de 6mm et des passes de 2mm à 400mm/min:





Re: RS-CNC32 de Mickaël
ça m'interesse de voir la suite.
par contre je trouve que tu vas trop lentement.
les vitesses lentes sont l'ennemi des CNC , les copeaux sont trop petits , cela engendre une surchauffe et une usure prématurée des fraises
une cnc doit produire des gros copeaux et surtout pas de poussière.
perso , j'ai fait des tests avec une fraise de 6mm passe de 3mm dans du chene
à 800mm/mn c'est trop lent , 1200mm c'est correct , à 1500 mieux mais j'ai l'impression qu'on atteint les limites de la machine en terme de rigidité
par contre je trouve que tu vas trop lentement.
les vitesses lentes sont l'ennemi des CNC , les copeaux sont trop petits , cela engendre une surchauffe et une usure prématurée des fraises
une cnc doit produire des gros copeaux et surtout pas de poussière.
perso , j'ai fait des tests avec une fraise de 6mm passe de 3mm dans du chene
à 800mm/mn c'est trop lent , 1200mm c'est correct , à 1500 mieux mais j'ai l'impression qu'on atteint les limites de la machine en terme de rigidité
Re: RS-CNC32 de Mickaël
Tu verras la suite pour la ponceuse! Pour la vielle, elle est finie depuis un moment.
Je suis allé lentement car en accélérant, les dimensions dérivent trop. Pour la taille des copeaux, je suis d'accord, il suffit de voir ce que l'on fait avec une défonceuse. Mais là, j'ai l'impression que j'atteins vite les limites de la machine en terme de rigidité.
Je ferai d'autres essais. Toujours est-il que là, les diamètres sont bons et rond, je peux monter l'arbre de 20 sur le rouleau entraineur et les roulements dans le rouleau libre sans faire de retouche.
Je suis allé lentement car en accélérant, les dimensions dérivent trop. Pour la taille des copeaux, je suis d'accord, il suffit de voir ce que l'on fait avec une défonceuse. Mais là, j'ai l'impression que j'atteins vite les limites de la machine en terme de rigidité.
Je ferai d'autres essais. Toujours est-il que là, les diamètres sont bons et rond, je peux monter l'arbre de 20 sur le rouleau entraineur et les roulements dans le rouleau libre sans faire de retouche.