Premières pièces en alu
Posté : 02 juin 2020 10:41
Bonjour à tous,
Voici mes premiers usinages en alu. Je n'ai pas trop d'idées d'usinage en alu du coup le sort m'aide un peu en cassant peu à peu toutes les pièces de ma CNC . Du coup je les refaits en aluminium
. Du coup je les refaits en aluminium  pour le fun.
pour le fun.
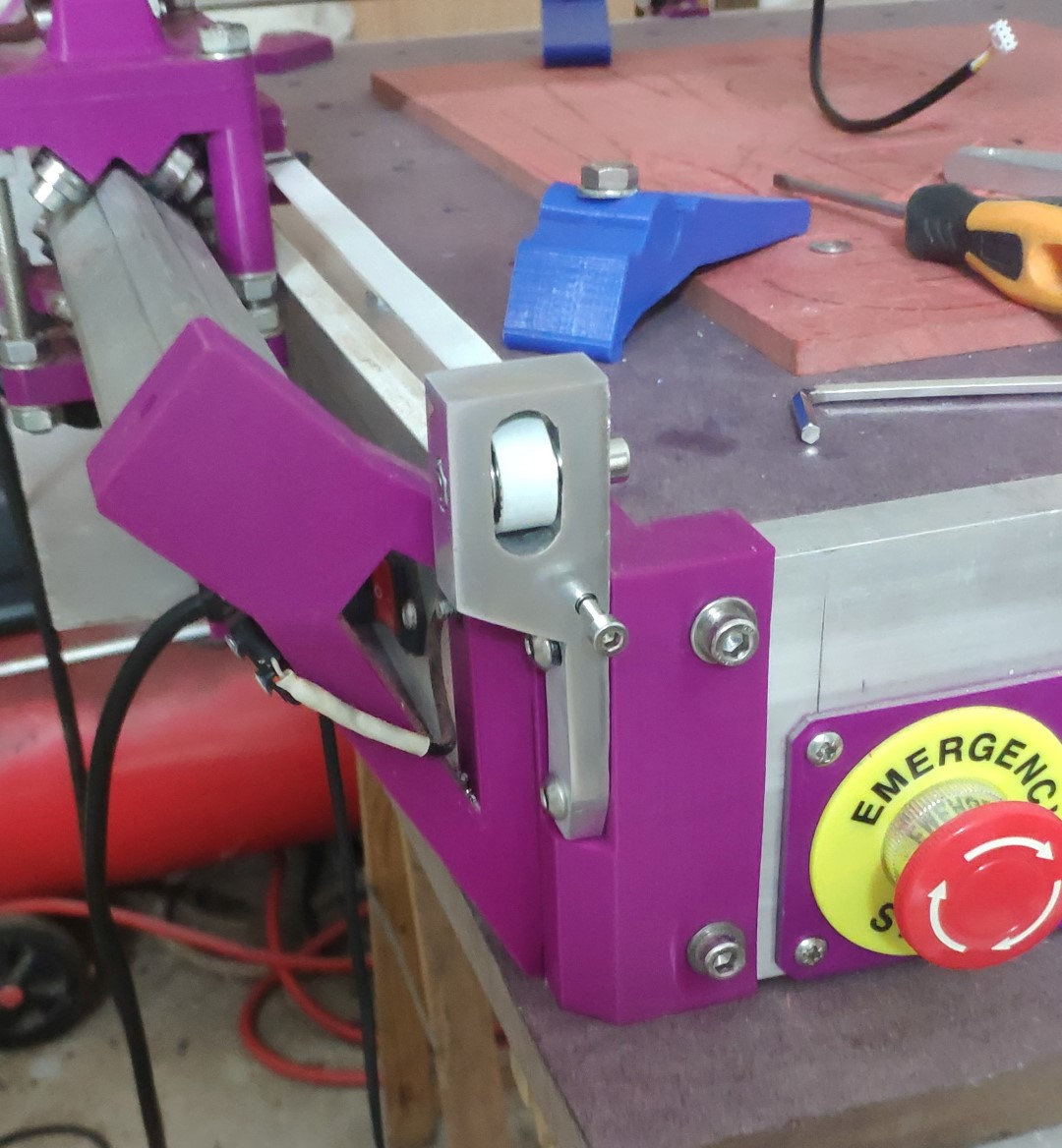
Donc après les 2 y belt tensionner, voici que les x belt tensionner viennent de péter. Heureusement, ça tenait suffisamment pour continuer à travailler.
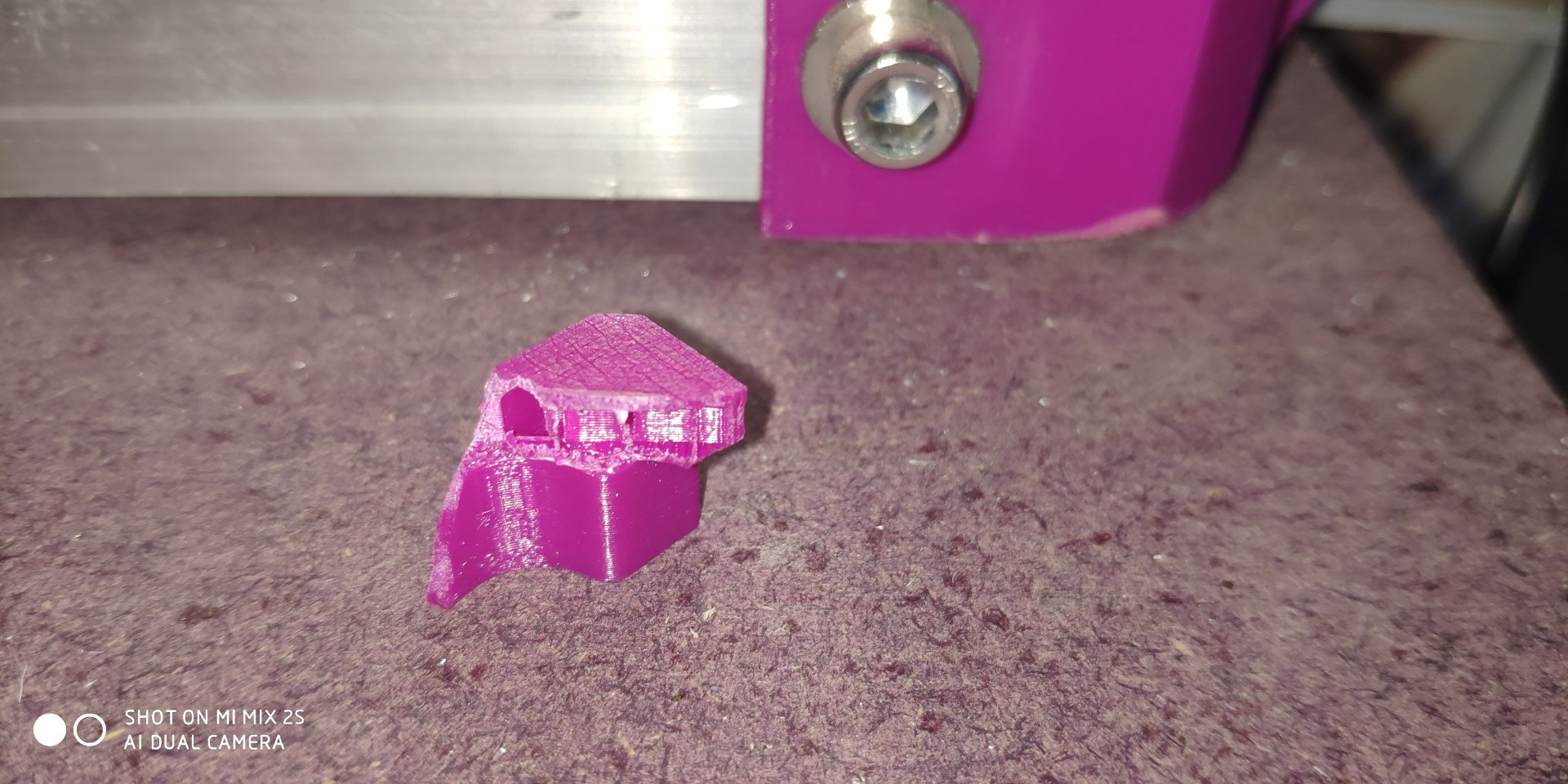
Un des y belt cassé et ceux que j'avais fait à la main
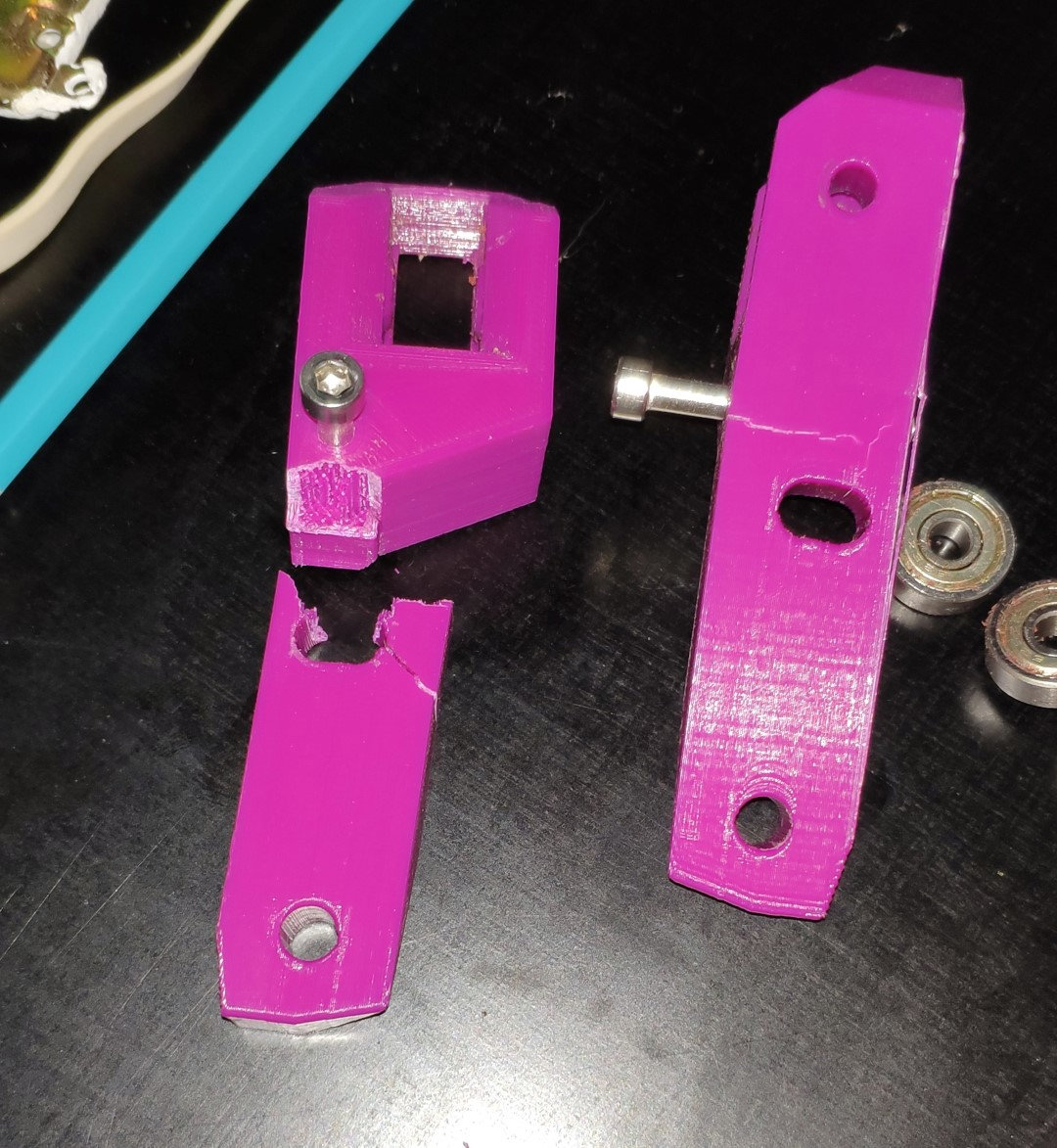
Les x belt cassés

L'usinage des modèles en alu

Le résultat après traitement
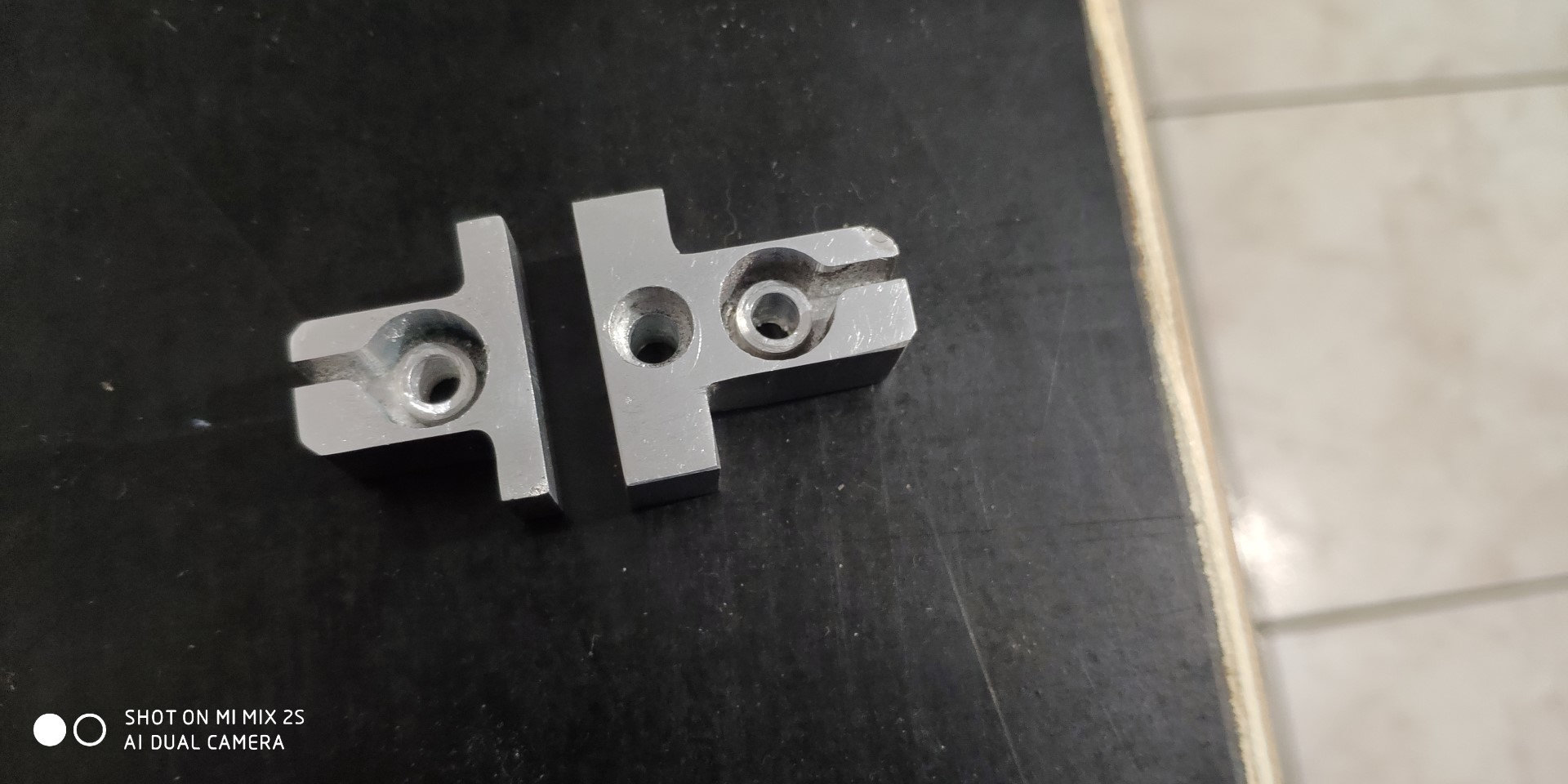
Concernant l'alu, c'est une barre que j'ai récupéré dans une machine pour faire des radios donc je n'ai pas la moindre idée du type mais l’usinage a super bien marché. J'ai lubrifié pendant l'usinage au début avec de l'huile de coupe wd40 mais pas par la suite et j'avais pleins de copeaux.
Vitesse de la broche 25 000tr/min
Vitesse de coupe: 1000 mm/min
Fraise: helicoidale plate 2mm 1 dent pour l'usinage et 3.175mm pour le contour.
Stratégie: pour tout l'intérieur: 2d adaptive clearing, et 2d contour pour pour le détourage.
Hauteur de passe: 0.2mm
Temps d'usinage: 1h30
Je suis plutôt content du résultats (en fait je suis trop content!). Il reste pas mal de chose à peaufiner pour la prochaine fois car j'ai eu des soucis de réglages. mais rien d'insurmontable.
Il ne me reste qu'à faire les trous sr les coté que je n'ai pu faire avec la cnc. je tarauderai une des 2 pièces.
Voilà à plus tard.
Voici mes premiers usinages en alu. Je n'ai pas trop d'idées d'usinage en alu du coup le sort m'aide un peu en cassant peu à peu toutes les pièces de ma CNC
Donc après les 2 y belt tensionner, voici que les x belt tensionner viennent de péter. Heureusement, ça tenait suffisamment pour continuer à travailler.
Un des y belt cassé et ceux que j'avais fait à la main


Les x belt cassés


L'usinage des modèles en alu

Le résultat après traitement

Concernant l'alu, c'est une barre que j'ai récupéré dans une machine pour faire des radios donc je n'ai pas la moindre idée du type mais l’usinage a super bien marché. J'ai lubrifié pendant l'usinage au début avec de l'huile de coupe wd40 mais pas par la suite et j'avais pleins de copeaux.
Vitesse de la broche 25 000tr/min
Vitesse de coupe: 1000 mm/min
Fraise: helicoidale plate 2mm 1 dent pour l'usinage et 3.175mm pour le contour.
Stratégie: pour tout l'intérieur: 2d adaptive clearing, et 2d contour pour pour le détourage.
Hauteur de passe: 0.2mm
Temps d'usinage: 1h30
Je suis plutôt content du résultats (en fait je suis trop content!). Il reste pas mal de chose à peaufiner pour la prochaine fois car j'ai eu des soucis de réglages. mais rien d'insurmontable.
Il ne me reste qu'à faire les trous sr les coté que je n'ai pu faire avec la cnc. je tarauderai une des 2 pièces.
Voilà à plus tard.



