

Merci, parfait ! Je te fais un mp pour voir si tu peux quand même me sortir quelque chose avec ton logiciel de conception de PCB qui m'avancerait pour le reste.RoMaker a écrit : ↑26 sept. 2019 19:06 Tiens voilà déjà ça https://www.makerfr.com/wp-content/uplo ... heatre.zip
Il te manque quelquechose ?
Notice de montage de la RS-CNC32
Re: Notice de montage des RS-CNC et RS-CNC32
Gilles, aéromodéliste (RC aeromodeller)
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
-
macandnews

- Messages : 616
- Enregistré le : 30 juin 2019 19:15
- Localisation : Isére
Re: Notice de montage des RS-CNC et RS-CNC32
@HTheatre
Bonsoir,
J'ai une petite interrogation sur le montage des Dollies.
Bon, j'ai opté pour des vis Hexagonales de 8 x 100mm avec des écrous Nylstop, mais j'ai conservé les écrous M8 pour les 4 écrous qui tombent à l'envers.
La question que je me pose, c'est pourquoi mettre du frein filet sur 3 écrous et pas sur le quatrième ?
Merci,
A+++
Bonsoir,
J'ai une petite interrogation sur le montage des Dollies.
Bon, j'ai opté pour des vis Hexagonales de 8 x 100mm avec des écrous Nylstop, mais j'ai conservé les écrous M8 pour les 4 écrous qui tombent à l'envers.
La question que je me pose, c'est pourquoi mettre du frein filet sur 3 écrous et pas sur le quatrième ?
Merci,
A+++
MA RS-CNC32 : https://www.makerfr.com/forum/viewtopic.php?f=9&t=6437
Re: Notice de montage des RS-CNC et RS-CNC32
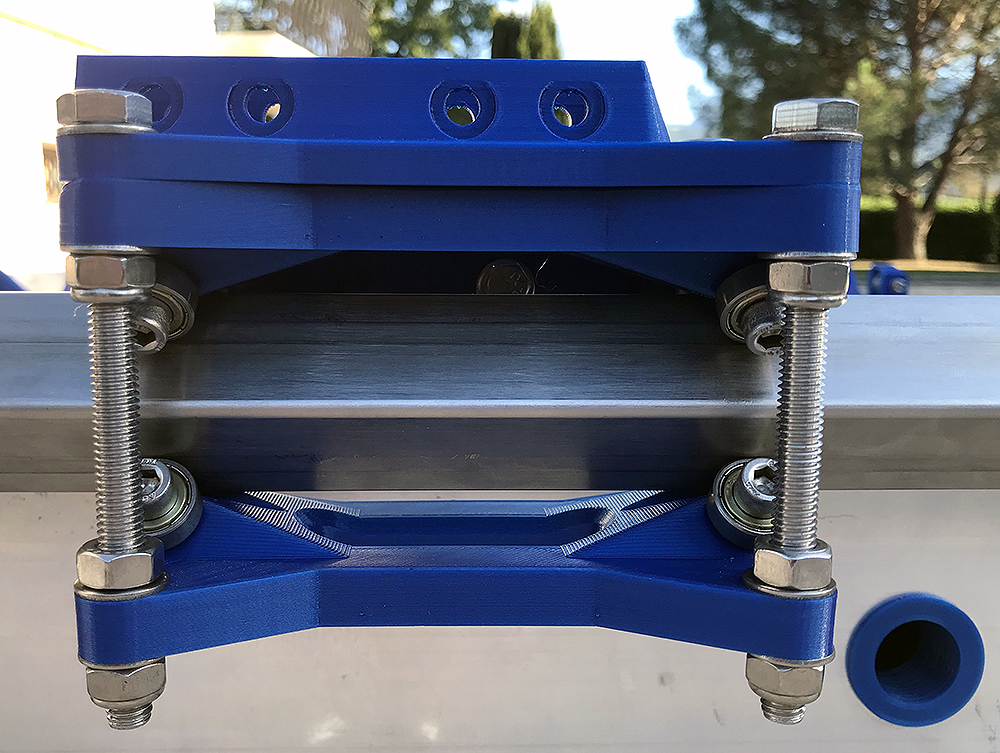
Petite explication complémentaire pour ceux qui te liront et souhaiteraient faire comme toi. L'utilisation des nylstops que tu as retenue était possible uniquement parce que tu as pris l'option de remplacer les tiges filetées M8 par des vis M8 à tête hexagonale. Je vois d'ailleurs que tu as pensé (à juste titre) à les rallonger de 5mm pour une utilisation avec des nylstops. Dans la liste des pièces à la fin de la notice j'indique que l'on peut remplacer les tiges filetées des dollies par des hex head bolt 8x95mm, qui suffisent pour une utilisation avec des hex nuts M8. Les vis M8 à tête hexagonale t'ont en effet permis de visser les nystop sans trop galérer en maintenant leur tête avec une clé. Chose qui n'aurait pas été possible avec des tiges filetées dont tu aurais dû pincer le filetage pour pouvoir y visser les nylstops, au risque de l'abîmer (le filetage).macandnews a écrit : ↑29 sept. 2019 21:33 [...]j'ai opté pour des vis Hexagonales de 8 x 100mm avec des écrous Nylstop, mais j'ai conservé les écrous M8 pour les 4 écrous qui tombent à l'envers.
Tu mettras du frein filet sur tous les écrous (Cf. ÉTAPE 29 pour les écrous sur lesquels il en manquait encore). J'ai simplement souhaité anticipé un petit souci mécanique. Sur chaque dollies, pour pouvoir mettre la dernière vis (celle se trouvant le plus près de l'arrière de la CNC) pour fixer le portique, les têtes de tes vis M8x100 (dans ton cas) ou les écrous M8, dans le cas général gênent. Il faut donc légèrement dévisser les tiges filetées vers le bas pour pouvoir passer les dernières vis qui servent à fixer le portique sur les dollies. Je suis désolé pour toi, mais comme l'utilisation de vis M8x95 à tête hexagonale en remplacement des tiges filetées était optionnelle, je n'ai indiqué nulle-part dans la notice qu'il fallait les monter tête en bas sur les dollies. Il me semble l'avoir toutefois indiqué dans un post (sujet "Fournitures"). "Désolé", car dans ton cas tu vas devoir dévisser complétement les dernières vis M8x100 de tes dollies afin de les sortir pour pouvoir passer les dernières vis BTR M6x30 de fixation du portique sur les dollies.macandnews a écrit : ↑29 sept. 2019 21:33
La question que je me pose, c'est pourquoi mettre du frein filet sur 3 écrous et pas sur le quatrième ?
Même si on le voit très clairement sur ta photographie...en image et avec ta config...
Malheureusement, même si tu n'avais pas mis de rondelle sous la tête de la vis, cela ne t'aurais pas évité de devoir la sortir entièrement à l'ÉTAPE 28.
@+
Modifié en dernier par HTheatre le 26 oct. 2019 06:39, modifié 1 fois.
Gilles, aéromodéliste (RC aeromodeller)
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
-
macandnews
- Messages : 616
- Enregistré le : 30 juin 2019 19:15
- Localisation : Isére
Re: Notice de montage des RS-CNC et RS-CNC32
Mince, je savais qu'il fallait mettre la vis avec la tête en bas, mais je ne savais plus pourquoi et j'ai trouvé le montage plus pratique dans ce sens. Par contre, j'ai complètement zappé le montage des autres vis ! 
Bon, ce n'est pas grave, je n'ai pas mis de frein filet pour le moment, le démontage sera facile.
Bon, ce n'est pas grave, je n'ai pas mis de frein filet pour le moment, le démontage sera facile.
MA RS-CNC32 : https://www.makerfr.com/forum/viewtopic.php?f=9&t=6437
Re: Notice de montage des RS-CNC et RS-CNC32
S'il te reste des nylstop M8 de rabe, remplace ceux que tu as déjà utilisés sur les 2 vis à tête hexagonale M8x100 concernées, cela ne leur fera pas de mal.macandnews a écrit : ↑30 sept. 2019 17:57 Mince, je savais qu'il fallait mettre la vis avec la tête en bas, mais je ne savais plus pourquoi et j'ai trouvé le montage plus pratique dans ce sens. Par contre, j'ai complètement zappé le montage des autres vis !
Bon, ce n'est pas grave, je n'ai pas mis de frein filet pour le moment, le démontage sera facile.
Gilles, aéromodéliste (RC aeromodeller)
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Re: Notice de montage des RS-CNC et RS-CNC32
Bonjour,
Consécutivement aux problèmes de glissement, sous la tension des courroies fermées, des moteurs sur leur support imprimé respectif et en particulier pour le moteur des X, j'ai mis à jour la notice, à l'ÉTAPE de montage n°35, en remplaçant les 12 rondelles 4.3x10x0.8mm ("M" serie) prévues pour répartir la pression, sur les pièces imprimées, des têtes des vis de fixation des moteurs par 12 rondelles de sécurité M4 type "AZ" (éventail). Je n'ai pas testé le résultat sur la RS-CNC, mais cela devrait théoriquement empêcher les moteurs de glisser ou du moins de réduire très significativement ce problème. À tester !
Votre retour sur votre expérience après quelques heures d'utilisation de votre RS-CNC dans cette configuration sera bien évidemment très apprécié.
La notice et la liste des pièces qui y est annexée, ainsi actualisées, sont en ligne.
@+
Consécutivement aux problèmes de glissement, sous la tension des courroies fermées, des moteurs sur leur support imprimé respectif et en particulier pour le moteur des X, j'ai mis à jour la notice, à l'ÉTAPE de montage n°35, en remplaçant les 12 rondelles 4.3x10x0.8mm ("M" serie) prévues pour répartir la pression, sur les pièces imprimées, des têtes des vis de fixation des moteurs par 12 rondelles de sécurité M4 type "AZ" (éventail). Je n'ai pas testé le résultat sur la RS-CNC, mais cela devrait théoriquement empêcher les moteurs de glisser ou du moins de réduire très significativement ce problème. À tester !
Votre retour sur votre expérience après quelques heures d'utilisation de votre RS-CNC dans cette configuration sera bien évidemment très apprécié.
La notice et la liste des pièces qui y est annexée, ainsi actualisées, sont en ligne.
@+
Gilles, aéromodéliste (RC aeromodeller)
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Re: Notice de montage des RS-CNC et RS-CNC32
Bonjour,
Tout d’abord un énorme merci pour ce manuel.
Je ne l’ai pas encore testé pour l’assemblage, n’en étant qu’à l’impression des pièces mais il m’a déjà beaucoup servi pour effectuer mes listes d’achats en comprenant bien à quoi chaque chose va servir.
Mais, j’ai déjà une question, tu recommande des poulies de largeur 7 et 11 mm pour les courroies de 6 et 10 mm, ce qui semble logique. Ces tailles de poulies semblent difficiles à trouver donc puis-je penser que les poulies dites pour courroies de 6 et 10 mm ont un jeu suffisant ?
Merci par avance.
Envoyé de mon iPhone en utilisant Tapatalk
Tout d’abord un énorme merci pour ce manuel.
Je ne l’ai pas encore testé pour l’assemblage, n’en étant qu’à l’impression des pièces mais il m’a déjà beaucoup servi pour effectuer mes listes d’achats en comprenant bien à quoi chaque chose va servir.
Mais, j’ai déjà une question, tu recommande des poulies de largeur 7 et 11 mm pour les courroies de 6 et 10 mm, ce qui semble logique. Ces tailles de poulies semblent difficiles à trouver donc puis-je penser que les poulies dites pour courroies de 6 et 10 mm ont un jeu suffisant ?
Merci par avance.
Envoyé de mon iPhone en utilisant Tapatalk
Re: Notice de montage des RS-CNC et RS-CNC32
Oui Bernard, les dimensions indiquées dans la notice sont les dimensions nominales des poulies, mais en général, elles ne sont pas mentionnées sur les sites des vendeurs. À la place tu trouveras "poulie pour courroie 6 mm" et "poulie pour courroie 10 mm". À réception des poulies en question, si tu les mesures au pied à coulisse, tu remarqueras que leur gorge fait respectivement plus de 6 mm et 10 mm. Comme tu l'as supposé à juste titre, cette "tolérance" ou plutôt marge est prévue pour que le bord des courroies ne frottent pas contre les parois de la gorge de la poulie.
J'en profite pour te rappeler que la liste des pièces qui se trouve à la fin de la notice a été un peu modifiée par rapport à celle définie par Romain (alias Romaker sur le forum et concepteur de la RS-CNC). Les différences concernent exclusivement la visserie que j'ai adaptée pour pouvoir être utilisée avec des écrous frein nylstop, ou complétée (pratiquement toutes les rondelles) ou enfin modifiée lorsque j'ai constaté que l'on pouvait l'améliorer (raccourcissement des vis prévues pour maintenir les roulements à billes 606zz sur les dollies, option de remplacement des 8 tiges filetées M8x102 par 8 vis à tête hexagonale M8x95mm, etc.).
Si tu optes pour les 8 vis à tête hexagonale M8x95mm, si tu utilises exclusivement des écrous hexagonaux M8 classiques, leur longueur sera suffisante.
En revanche, si tu choisis de faire comme macandnews (voir quelques posts plus haut) qui a monté quelques écrous nylstop M8 (lorsque cela était possible) sur les vis à tête hexagonale M8 -- l'idée est très bonne, elle te facilitera la vie pour régler les dollies --, alors il te faudra prendre 8 vis à tête hexagonale M8x100mm. Pense, toujours si tu choisies cette option, à retirer de ta liste d'achat autant d'écrous M8 hexagonaux que tu remplaceras par des écrous M8 nylstop. Regarde bien les photos postées par macandnews et prend connaissance de son post, car sur les dollies il n'est mécaniquement pas possible d'utiliser exclusivement des nylstop, au risque que tu te retrouves à devoir les monter à l'envers (côté nylon).
ET SURTOUT, au moment du montage, n'oublies pas de monter les vis à tête hexagonale M8 tête en bas (face au sol) sur les dollies pour éviter d'être embêté lors de la fixation du portique sur la base de la RS-CNC dans la suite du montage.
Autre chose, si la liste à la fin de la notice est pratiquement complète, elle comporte toutefois encore quelques manques (pour l'instant) :
Pour la visserie, il manque :
- 4 vis BRT M3 pour la fixation des pattes qui maintiennent le support d'écran en façade de la RS-CNC (je n'ai plus en-tête combien elles mesurent, mais elles traversent les profilés en aluminium, donc elles font forcément plus de 18 mm de long) ;
- 4 rondelles M3 standard (série M) ou tu peux même prendre des large (série L) à insérer entre les têtes des vis BTR M3 précitées et les profilés en aluminium ;
J'ai souhaité que ma liste reste assez proche de celle de Romain, hormis les nuances exposées ci-dessus, pour ne pas trop perturber les makers de la RS-CNC. Par conséquent, elle ne comporte pas de pièces "upgrade" mais lors de ta commande je t'invite à supprimer tous les roulements 625zz et à les remplacer par des poulies lisses qui comportent elles-mêmes des roulements. Cf. "l'upgrade" que j'ai déposé sur le groupe MakerFr sur Thinkiverse (lien dans ma signature).
Pour les upgrades proposés par d'autres membres, charge à toi de te renseigner auprès d'eux pour savoir ce dont tu auras besoin.
N'oublies pas de mettre du frein filet sur les vis ainsi que de la colle sur les roulements à billes partout où cela est indiqué dans la notice.
Enfin, si tu es motivé... Le fait que les cages internes des roulements à billes soient supportées par des vis et non des axes lisses, mécaniquement ce n'est pas top. Pour un assemblage mécaniquement optimal, il faudrait remplacer les vis des dollies entièrement filetées par des vis partiellement filetées afin que la cage intérieure des roulements à billes repose sur la partie lisse des vis. Malheureusement comme tu pourras le constater, il n'en existe pas avec la longueur non filetée qui nous intéresse. Il faut par conséquent commander des vis partiellement filetées plus longues et les recouper à la longueur qui nous intéresse. C'est du boulot, car il y en a un paquet à couper. Si toutefois tu le fais, prend-toi un petit flacon (5ml) de scellroulement. C'est un frein filet spécial, extrêmement fort, qui permet de coller de manière définitive le roulement à l'axe avec lequel il est en contact (en comblant le micro-jeu entre les deux). Cela évite l'apparition d'un jeu entre le roulement et l'axe lors de la rotation de l'ensemble où roulement et axe s'entre micro-choquent. Chez Loctite tu en trouvera sous la référence "Loctite 648". Dans notre cas, il faudra en mettre à peine à peine sur la partie non filetée des vis que tu auras recoupées avant d'y enfiler les roulements à billes. Fais attention à de ne pas en mettre à l'intérieur des logements des billes de tes roulements, auquel cas ils seraient foutus. Plus généralement, il faudrait réaliser cette modif sur tous les roulements qui sont, telle que la RS-CNC a été conçue, actuellement en contact avec un filetage. Dans certains cas cela nécessite de repenser un peu la conception : pour les poulies lisses par exemple, il faut modifier les pièces imprimées et remplacer les vis M5 par des axes lisses bloqués aux extrémités par des bagues munies de vis sans tête. J'avoue que pour l'instant j'ai eu la flemme de me pencher sur le sujet. J'ai simplement remplacé les roulements 625zz par les poulies lisses en conservant des vis en guise d'axe.
Bonnes commandes et bon montage, et n'hésites pas si tu as d'autres questions.
@+
Modifié en dernier par HTheatre le 10 oct. 2019 00:31, modifié 1 fois.
Gilles, aéromodéliste (RC aeromodeller)
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Contributions sur thingiverse (contributions on thingiverse)
Assembly manual of the RS-CNC32
Service de dépannage / Troubleshooting service
Re: Notice de montage des RS-CNC et RS-CNC32
Merci pour cette réponse détaillée.
Mes commandes n’étant pas encore passées, je vais donc prendre le temps d’étudier toutes tes suggestions et reviendrais sûrement vers toi avec des questions complémentaires.
Envoyé de mon iPhone en utilisant Tapatalk
Mes commandes n’étant pas encore passées, je vais donc prendre le temps d’étudier toutes tes suggestions et reviendrais sûrement vers toi avec des questions complémentaires.
Envoyé de mon iPhone en utilisant Tapatalk
-
macandnews
- Messages : 616
- Enregistré le : 30 juin 2019 19:15
- Localisation : Isére
Re: Notice de montage des RS-CNC et RS-CNC32
@HTheatre
- À l'étape 31, sur l'Anti-backlash tu as utilisé une vis BTS sans tête de M5x18mm avec un écrou, est-ce indispensable ? Mon Anti-backlash est livré avec une BTR sans tête de M5x15mm sans écrou.
- À l'étape 32, tu as utilisé des BTR M3x8mm que je n'ai pas et qui ne figurent pas non plus dans la liste de Romain. Je me demande si ce n'est pas un peu court parce que j'ai utilisé des BTR de M3 x 10mm et elles vont très bien.
Demain, je vais attaquer l'étape 35 et je me demande s'il n'y a pas une erreur dans la liste des pièces utilisées ?
Pour fixer les moteurs, tu as utilisé des BTR de M4x22mm alors que les trous sur le support et les moteurs sont prévus pour des vis M5.
Autre chose, tu indiques qu'il faut 8 BTR M4x18mm, mais je ne vois pas où tu les as utilisées !
Merci, A+++
- À l'étape 31, sur l'Anti-backlash tu as utilisé une vis BTS sans tête de M5x18mm avec un écrou, est-ce indispensable ? Mon Anti-backlash est livré avec une BTR sans tête de M5x15mm sans écrou.
- À l'étape 32, tu as utilisé des BTR M3x8mm que je n'ai pas et qui ne figurent pas non plus dans la liste de Romain. Je me demande si ce n'est pas un peu court parce que j'ai utilisé des BTR de M3 x 10mm et elles vont très bien.
Demain, je vais attaquer l'étape 35 et je me demande s'il n'y a pas une erreur dans la liste des pièces utilisées ?
Pour fixer les moteurs, tu as utilisé des BTR de M4x22mm alors que les trous sur le support et les moteurs sont prévus pour des vis M5.
Autre chose, tu indiques qu'il faut 8 BTR M4x18mm, mais je ne vois pas où tu les as utilisées !
Merci, A+++
MA RS-CNC32 : https://www.makerfr.com/forum/viewtopic.php?f=9&t=6437