Je n'ai toujours pas fait de l' ABS juste de l' ASA un équivalent...
Après c'est sur qu' à 13 euros no comment...


bonjour,RoMaker a écrit : ↑30 mars 2019 08:17 Non, je ne pense pas que ça vienne de la température du plateau car mon plateau pour l'ABS est à 106° et mes impressions sont nickel.
Sur le bas de la pièce on peut voir une forte rétractation de la matière et en haut une extrusion irrégulière.
Pour la suite il me faudrait une photo du dessous pour voir ton offset Z
une capture d'écran de ce que doit ressembler ta pièce
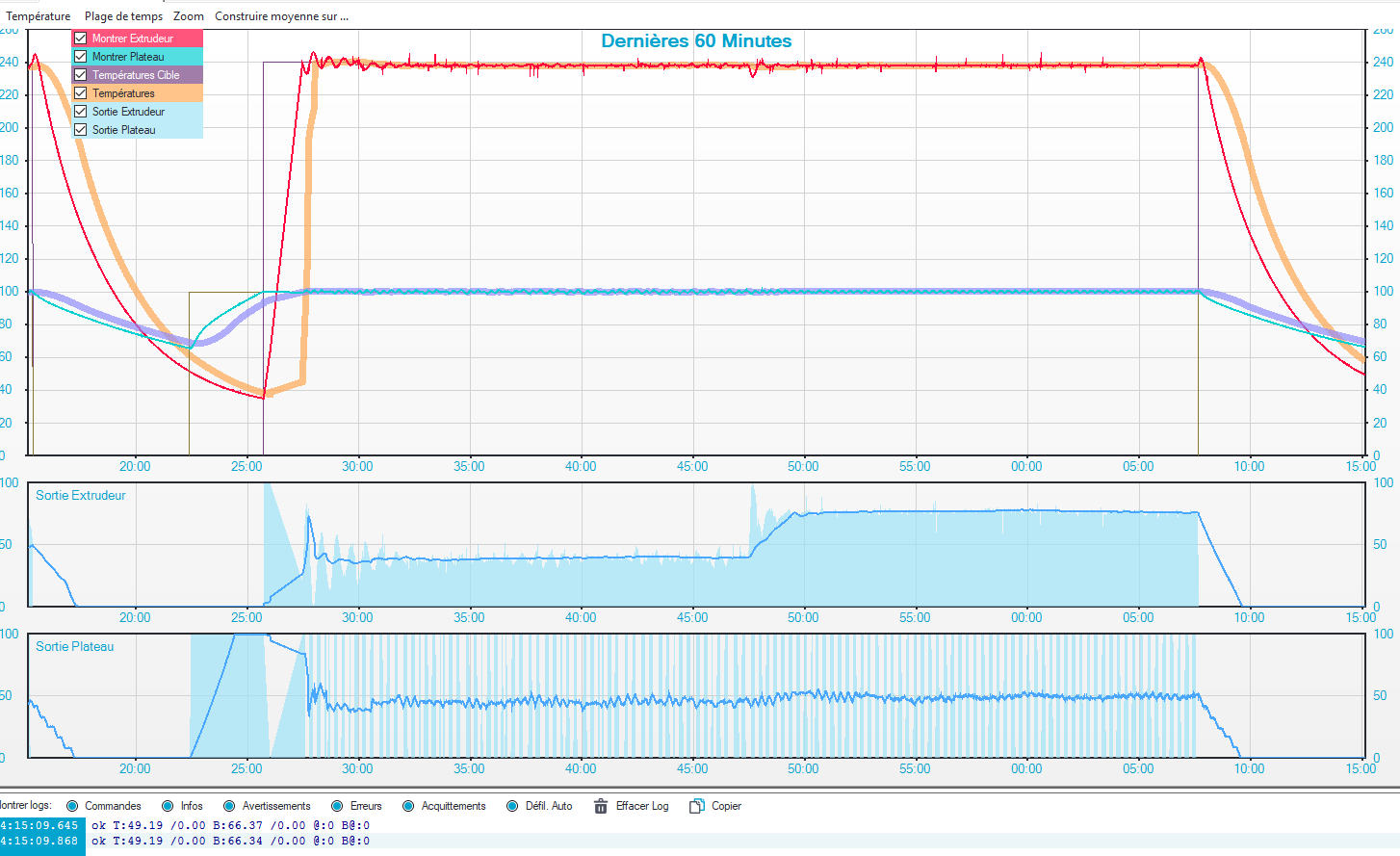
une capture d'écran de la courbe de température sous repetier host