
Donc mon programme démarrait et allait au point G28 Z0 qui était dans le brut.
Je pensai que lors du Z0, x0, y0 du repère de travail ca mettait à 0 la valeur des paramètres 516x mais non.
Ca met 0 dans le repère pièce G54 (plus précisément ca donne un décalage en x, z, y, Z vis à vis de l'origine machine en absolu)
Pour changer les points finaux des axes qui sont appelés par G28 il faut se mettre à l'endroit ou l'on souhaite dégager la broche (par exemple) et taper G28.1 dans _serialconsole) de openbuilds par exemple.
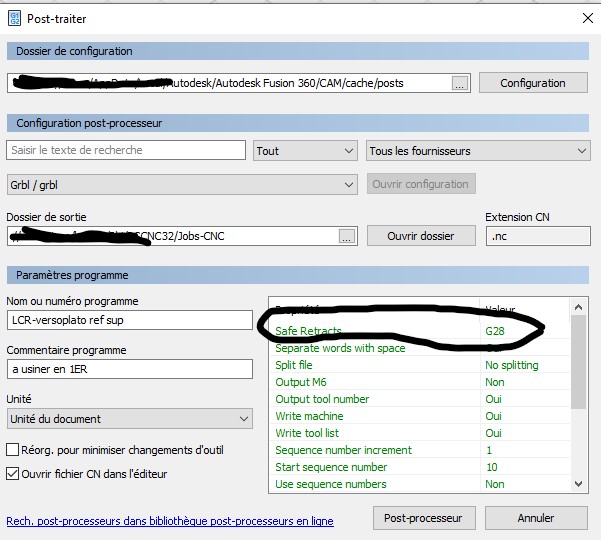
Les options de prostprocesseur Fusion360 donnent la possibilité d'échapper l'outil avant tout mouvement.
Cette option s'appelle safe retract.
vous pouvez aussi séléctionner clearance height mais dans ce cas il faut faire votre Z0 avec zprobe par exemple puis retracter au dessus du brut + qq mm et lancer le programme .
Voilà. En espérant que ça puisse vous aider.
Merci @Htheatre pour ton aide